
- Nástroje na ohýbanie rúr
- ohýbacia doska
- Ohýbanie tŕňa
- Aplikácia ohýbania profilu
- Ohýbanie s domácim vybavením alebo bez neho
- Pomocné metódy ohýbania rúr
- Čo sa dá ohnúť a čo nie
- Výber správneho nástroja
- Klasifikácia ohýbačiek rúr
- Technológia ohýbania rúr
- Jednoduché spôsoby ohýbania rúr
- Ručne ohnuté
- Pomocou horúcej metódy
- Používame plnivá - piesok a vodu
- Spôsob tepelného spracovania
- Polomery ohybu rúr
- Polomery ohybu rúr
- Ako pracovať s ohýbačkou rúr doma
Nástroje na ohýbanie rúr
Otázka, ako ohýbať potrubie bez ohýbačky rúrok, nespôsobí ťažkosti, ak na vykonanie tejto operácie použijete najjednoduchšie zariadenia. Ohýbanie rúr za studena môžete vykonávať pomocou nasledujúcich zariadení.
- V prípadoch, keď je potrebné ohýbať mäkkú (hliníkovú) alebo oceľovú rúru s výškou profilu nie väčšou ako 10 mm, používa sa vodorovná doska s otvormi, do ktorých sa vkladajú zarážky - kovové kolíky. Pomocou týchto kolíkov sa výrobky ohýbajú podľa požadovaných parametrov. Táto metóda má dve vážne nevýhody: nízku presnosť ohýbania, ako aj skutočnosť, že pri jej použití je potrebné vynaložiť značné fyzické úsilie.
- Výrobky s výškou profilu 25 mm sa najlepšie ohýbajú pomocou valčekových prípravkov. Rúrka je bezpečne upevnená vo zveráku a na tú časť, ktorú je potrebné ohnúť, pôsobí sila pomocou špeciálneho valčeka. Toto zariadenie vám umožňuje dosiahnuť lepší ohyb, ale vyžaduje aj vynaloženie fyzickej námahy.

Možnosť, ako sa hovorí, v zhone. Dlhá páka tohto mimoriadne jednoduchého zariadenia vám umožňuje vyrovnať sa s pomerne hrubými rúrkami.
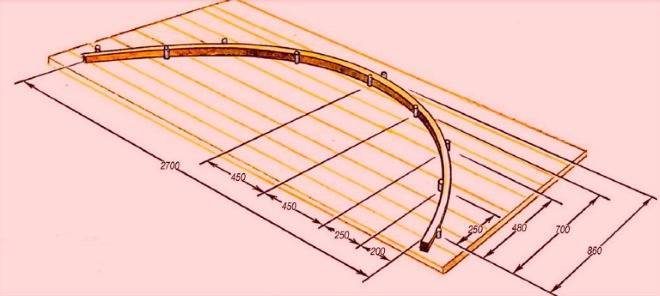
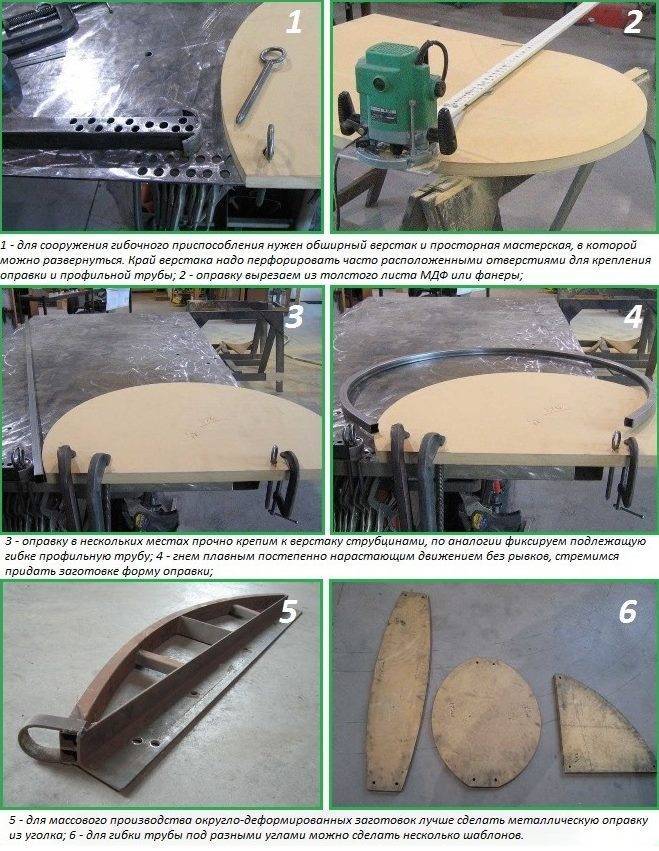
Na vytvorenie ohybu s veľkým polomerom zakrivenia na oceľových alebo hliníkových vlnitých rúrach sa používajú pevné zaoblené šablóny, na ktoré sú namontované špeciálne svorky na upevnenie produktu. Na takomto zariadení sa rúra ohýba aj ručne, pričom sa silou ukladá do drážky šablóny, ktorej tvar presne zodpovedá požadovanému polomeru ohybu.

Na výrobu ohýbacej šablóny vám postačí preglejka a kovové sponky
ohýbacia doska
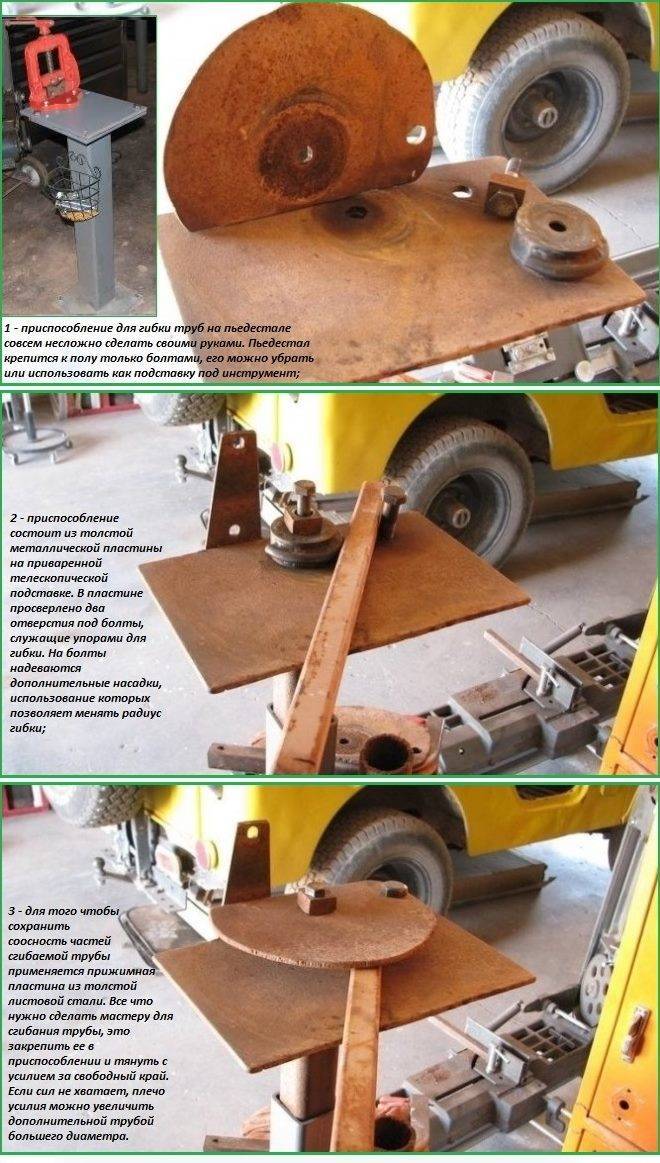
Ak chcete efektívne ohýbať oceľové alebo hliníkové rúry doma, môžete si vyrobiť modernizovanú ohýbaciu dosku podľa nasledujúcich pokynov.
- Úlohu takejto dosky zohráva panel, ktorý je vyrezaný z plechu veľkej hrúbky.
- Takto vyrobený panel je privarený k stojanu, ktorý je inštalovaný na špeciálnom podstavci.
- V paneli sú vyvŕtané dva otvory potrebné na inštaláciu skrutiek, ktoré slúžia ako zarážky pre profilové potrubie.
- Na jednej z dorazových skrutiek je nainštalovaná špeciálna tryska, pomocou ktorej sa nastavuje polomer ohybu.
- Aby sa zabezpečilo zarovnanie častí potrubia susediacich s ohybom, nad obrobok je umiestnená kovová doska, ktorá je upevnená skrutkami.
Ohýbanie tŕňa
Na ohýbanie výrobkov z profilových rúr doma, ktorých výška steny nepresahuje 25 mm, je možné vyrobiť špeciálny tŕň. Na tieto účely je lepšie použiť celkový pracovný stôl, na ktorého povrchu bude pre takéto zariadenie dostatok miesta. Na výber optimálneho umiestnenia prvku, ktorý upevňuje ohýbateľnú rúrku, sa často na jednom konci pracovného stola vytvárajú otvory. Za zabezpečenie požadovaného polomeru ohybu vlnitej rúry je zodpovedná špeciálna šablóna, ktorá môže byť vyrobená z hrubej preglejky alebo kovového rohu, ak ju budete často používať.
Aplikácia ohýbania profilu
Samozrejme, ak máte značné množstvo práce na ohýbaní profilových rúrok, je lepšie na to vyrobiť špeciálny stroj, ktorého výkresy sa dajú ľahko nájsť na internete. Tento problém tu nebudeme analyzovať, pretože sa o ňom viac ako podrobne hovorí v článkoch na nižšie uvedených odkazoch.

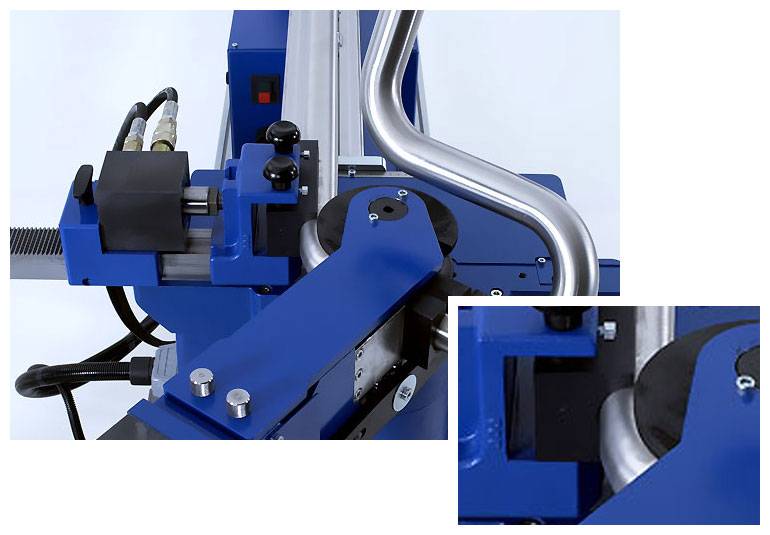
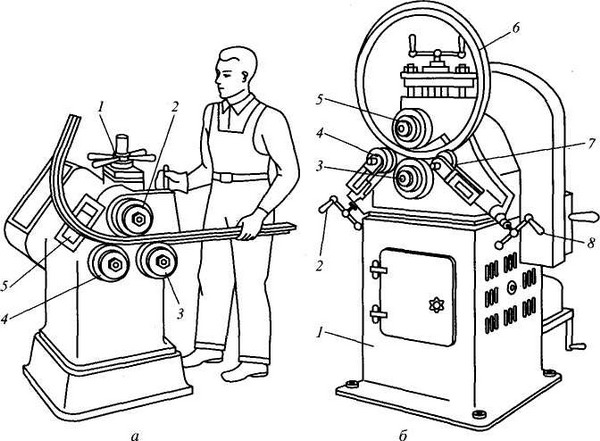
Bez takéhoto stroja sa nezaobídete, aj keď potrebujete ohýbať rúry s veľkým profilom. Hlavnými pracovnými orgánmi takéhoto stroja, ktorý sa vyznačuje širokou všestrannosťou, sú tri valce, z ktorých dva sú nepohyblivé a zmenou polohy tretieho sa nastavuje polomer ohybu výrobku. Ako pohon pre takéto zariadenie sa používa reťazový pohon a rukoväť, ktorá sa otáča operátorom.
Zakrivené rúry môžu byť potrebné pri inštalácii vykurovacích zariadení, inštalatérskych prác, pri inštalácii potrubí v dome atď. Ak ste si nezakúpili potrebné kusy rúr už ohnuté, môžete ich ohýbať sami doma.Jediná vec, ktorá sa môže pokaziť, je ohýbanie rúry dovnútra a jej prasknutie, pretože pri ohýbaní kovu výrobku dochádza súčasne k stlačeniu aj napätiu. A aby sa tak nestalo, musíte dodržiavať nasledujúce tipy.
Ohýbanie s domácim vybavením alebo bez neho
Táto možnosť je bežná, keďže zdvihák je veľmi obľúbený nástroj, ktorý má väčšina motoristov. Je ideálny na ohýbanie valcovaného kovu doma. Podľa princípu činnosti je táto metóda podobná ohýbačke rúr z kuše. Rúrka je upevnená v troch bodoch, z ktorých dva sú zarážky a tretí je zdvihák.
Použitie uhlovej brúsky (brúsky) na ohýbanie profilových rúr
Táto metóda pracuje s profilom obdĺžnikového prierezu. Pozdĺž troch stien sa urobí niekoľko rezov, štvrtý zostáva nedotknutý. Vzhľadom na vzhľad rezov sa potrubie ľahko ohýba, po ktorom sú rezy zvárané a leštené.







![§ 29. Ohýbanie rúr [1980 Makienko N.I. - všeobecný inštalatérsky kurz]](https://fix.housecope.com/wp-content/uploads/d/8/f/d8f00e83aca4da127ce2c77d06c2c08a.jpg)


Domáca valcová ohýbačka rúr
Vynikajúce na získanie ohybu veľkého priemeru na profilovej rúre. Je vhodné, aby ohýbali napríklad potrubie pre skleníky. Kus kovu je pripevnený na valcoch, lisovaný a valcovaný. Potom sa opäť utiahne a znova sa zroluje. Výsledkom je veľký rovnomerný polomer ohybu.
Pomocné metódy ohýbania rúr
Plnenie
Na vyplnenie vnútorného priestoru je v potrubí umiestnená výplň. V tomto prípade sú konce tesne utesnené, na to môžete použiť zváranie. Použitie plniva umožňuje "opraviť" vnútorný objem.Pri ohýbaní sa vyhnite vzhľadu "vln", "vlnovania" na vnútornej strane rohu a urobte ohyb hladší. Ako plnivo sa často vyberá čistý kremenný piesok.
Teplo. Zvýšenie ťažnosti kovu počas ohýbania
Zahriaty kov sa stáva mäkším, čím je jeho teplota vyššia. Kov potrubia sa zahrieva pomocou plynových horákov, indukčného ohrevu, ako aj akýmkoľvek iným dostupným spôsobom. Teplota ohrevu závisí od kovu. Nízkolegovaná a bežná štandardná oceľ sa zahrieva až na ~500 stupňov Celzia.
Pomocou týchto metód môžete ohýbať kovovú rúrku vlastnými rukami doma bez použitia špecializovaného zariadenia a dosiahnuť dobré výsledky.
Čo sa dá ohnúť a čo nie
Mnohí krajania sa pýtajú, či je možné ohýbať polypropylénové rúry a ako to urobiť správne ().
Zvážte, ktoré materiály podliehajú mechanickej deformácii bez toho, aby bola dotknutá následná prevádzka, a ktoré nie.
Je možné ohýbať takmer všetky kovové výrobky, vrátane hliníkových, medených a oceľových rúr rôznych priemerov. Je ťažšie zmeniť konfiguráciu nehrdzavejúcej ocele a podobných tvrdých zliatin.
Pre správnu deformáciu všetkých kovov bez výnimky je potrebný špeciálny stroj na ohýbanie rúr. Použitie špeciálneho stroja zaistí nielen optimálnu kvalitu ohybu, ale tiež vám umožní dokončiť úlohu s minimálnou fyzickou námahou.
Niektorí inštalatéri, aby ušetrili armatúry, nahrievajú polypropylén priemyselným fénom a ohýbajú ho do požadovaného tvaru.Je to nepraktické, pretože v dôsledku deformácie v kombinácii s ohrevom bude mať zakrivená plastová rúrka nerovnomernú hrúbku steny na vonkajšom a vnútornom polomere.
V dôsledku toho bude prevádzka vybudovaného vodovodného potrubia krátkodobá, pretože pod tlakom kvapalného média sa v tenkej stene časom objavia trhliny.
Výber správneho nástroja
Pružina je efektívny nástroj na prácu s kov-plastom. Pružiny na trhu sú dvoch typov: vonkajšie a vnútorné. Oba typy nástrojov sa vyznačujú prijateľnou cenou. Nástroj je potrebné zvoliť podľa vonkajšieho alebo vnútorného priemeru potrubia.
Zariadenie je vyrobené z leštenej ocele. Hladký povrch cievok umožňuje odstrániť pružinu z ohnutého potrubia. Použitie pružiny umožňuje zabezpečiť rovnaký priemer prierezu v celom ohybe.
Ohýbačka rúr je široká škála strojov alebo zariadení určených na deformáciu valcovaného kovu, berúc do úvahy požadovaný uhol ohybu a polomer. Zariadenia sa aktívne používajú pri stavbe potrubí na rôzne účely rôznych konfigurácií a veľkostí.
Klasifikácia ohýbačiek rúr
Všetky moderné ohýbačky rúr spĺňajú nasledujúce požiadavky:
- možnosť ohýbania pod uhlom až 180 stupňov;
- schopnosť pracovať s rúrkami vyrobenými z rôznych materiálov vrátane hliníka, medi, ocele a polymérnych kompozícií.
Takéto zariadenia sú podľa typu použitého pohonu rozdelené do nasledujúcich kategórií:
- Manuálne úpravy
, sa spravidla používajú na prácu s rúrkami s malým priemerom.Zariadenie je poháňané golierom, na ktorý sa vyvíja značné svalové úsilie. - Hydraulické úpravy
je najlepšou voľbou pre prácu s rúrkami, ktorých priemer nepresahuje 3 palce. Prevádzka hydraulických zariadení vám umožňuje pracovať s potrubím bez nadmernej fyzickej námahy. Na trhu sú mobilné a stacionárne hydraulické ohýbačky rúr. - Elektromechanické úpravy
prezentované na trhu s univerzálnymi zariadeniami určenými na vykonávanie vysoko presného ohýbania. Hlavnou výhodou takýchto ohýbačiek rúr je schopnosť pracovať s tenkostenným valcovaným kovom bez hrozby poškodenia.
Podľa spôsobu ohýbania a konfigurácie pracovnej časti môže byť nástroj:
Kuša
, kde je ako deformačný prvok použitá vymeniteľná kovová vodiaca forma, ktorá je zvolená pre určitý priemer rúry.

Segment
, kde je valcovaný kov ťahaný špeciálnym segmentom, ktorý obaluje potrubie okolo seba.

Na fotografii - tŕňový stroj
Dornov
, kde sa práca s valcovaným kovom vykonáva zvonka aj zvnútra potrubia. Táto vlastnosť umožňuje použiť zariadenie na zmenu konfigurácie tenkostenných rúr bez hrozby prasknutia kovu alebo zvrásnenia pozdĺž vnútorného priemeru.








Technológia ohýbania rúr
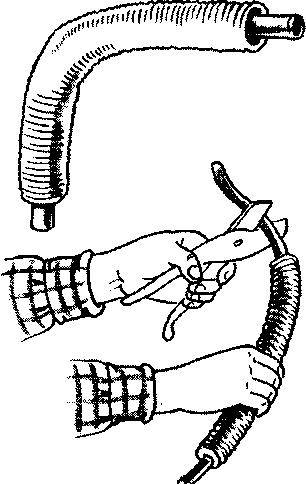
Pokyny na zmenu konfigurácie potrubí pomocou vonkajšej pružiny sú nasledovné:
- Pružina je nasadená na kov-plast;
- Potom sa potrubie uchopí oboma rukami vo vzdialenosti 20 cm od pružiny a ohne sa, kým sa nedosiahne požadovaný uhol;
- Po dosiahnutí požadovaného uhla sa pružina otočí okolo svojej osi a odstráni sa.

Použitie vnútornej pružiny je iné v tom, že zariadenie sa vkladá z okraja potrubia, odkiaľ sa dá následne vytiahnuť.
Ohnutý koniec rúry je možné získať pomocou ohýbačky rúr. V tomto prípade je zariadenie v súlade s jeho modifikáciou nakonfigurované na požadované parametre. Potom sa potrubie vloží do prijímacej medzery a zariadenie je poháňané jedným alebo druhým pohonom.
Jednoduché spôsoby ohýbania rúr
Ručne ohnuté
Nezúfajte, ak musíte inštalovať zložitú konštrukciu pomocou zakrivených rúr, ale nie je k dispozícii žiadny profesionálny nástroj. Aj keď nebolo možné vopred zakúpiť polotovary s požadovaným uhlom ohybu, diely pre prácu si môžete vyrobiť sami, doma as minimom nástrojov.
ako konať? Uchopte štruktúru rukami, pevne ju držte a postupne ohýbajte. Dávajte pozor, aby ste diel nepoškodili. Hladko, centimeter po centimetri, sa pohybujte po dĺžke potrubia. Manipuláciu musíte zopakovať v 5-6 prístupoch. Ručná práca nie je vhodná vo všetkých prípadoch, pretože napríklad ohýbanie hliníkovej rúry je oveľa jednoduchšie ako to isté s kovovým výrobkom.
Rúrka sa dá ohnúť a bez ohýbačky rúr - ručne
Manuálna metóda je účinná pri práci s rúrkami s priemerom 16-20 mm. Pri väčšom reze sa proces natiahne a bude pracnejší, ale je to skutočné.
Pomocou horúcej metódy
Na hliník sme prišli, ale ako ohýbať kovovú rúrku svojpomocne, aby výsledok nesklamal? Problém vyrieši plynový horák.
Akčný algoritmus:
- Kovový segment fixujeme vo zveráku.
- Zahrievame úsek budúceho ohybu.
- Keď sa objaví mierka, pokračujte v ohýbaní.
Ako viete, kedy začať pracovať? Ak je materiálom hliník, držte list papiera blízko povrchu potrubia. Signálom bude jeho zapálenie alebo vzhľad dymu. Ak ide o iný kov, vyhrievaná oblasť sa zmení na červenú.
Upozornenie: spôsob ohrevu nie je vhodný na prácu s pozinkovanými časťami - poškodenie povlaku je zaručené, povlak sa stane nepoužiteľným

Ohrev je efektívny spôsob bezpečného ohýbania rúr
Používame plnivá - piesok a vodu
Použitie plnív umožňuje ohýbať ako vlnitú rúrku, tak aj hliníkové kusy s veľkým priemerom.
Ako pracovať s pieskom:
- naplníme piesok vo vnútri konštrukcie, na konce potrubia nasadíme zátky (sledujte tesnosť);
- upevnite diel vo zveráku;
- ohrievame miesto ohybu spájkovačkou alebo plynovým horákom;
- keď sa oblasť zahreje, ohnite štruktúru gumovou paličkou alebo drevenou paličkou a jemne poklepte na vyhrievaný povrch;
- po dokončení manipulácií odstránime zátky, odstránime piesok z dutín - všetko je pripravené.
Piesok chráni potrubie pred deformáciou a nerovnomerným ohybom.

Pri práci s pieskom a vodou dávajte pozor na tesnosť uzáveru potrubí
Princíp práce s vodou je takmer identický - do dielu nalejeme vodu, nasadíme zátky. Pred ohýbaním PVC rúrky alebo výrobku z iného materiálu nechajte vodu zamrznúť (vystavte ju mrazu alebo vložte do chladničky). Po zamrznutí kvapaliny translačnými pohybmi dáme konštrukcii požadovaný polomer ohybu.
![§ 29. Ohýbanie rúr [1980 Makienko N.I. - všeobecný inštalatérsky kurz]](https://fix.housecope.com/wp-content/uploads/2/4/5/245c1ed6eda8cb674f45c7734f687d31.jpg)






Podľa tohto princípu môžete ohýbať plech do potrubia (iba bez použitia vody a piesku), ako aj ohýbať samotné potrubie.
Spôsob tepelného spracovania

Pokiaľ ide o kovovú rúrku, váš asistent by mal byť plynový horák. Konáme v etapách.
- Kovová časť potrubia je upevnená pomocou zveráka.
- Zamýšľaný úsek ohybu sa ohrieva plynovým horákom.
- Po objavení sa stupnice vykonáme ohyb.
Dôležité je vystihnúť moment začiatku zákruty. Ak je potrubie hliníkové, je potrebné k nemu priviesť list papiera
Ak sa rozsvieti alebo dymí, môžete začať. Ak je potrubie vyrobené z iného kovu, potom oblasť sčervenaná počas procesu zahrievania bude slúžiť ako signál. Metódu tepelného spracovania nemožno použiť pri ohýbaní pozinkovaných rúr. Vysoké teploty poškodia náter a urobia náter nepoužiteľným. Musíte vedieť, že ak hovoríme o ohýbaní štvorcovej rúry, potom sa nezaobídete bez výkonného horáka alebo horáka. A čo je najdôležitejšie, na samom začiatku práce sa takýto výrobok zahrieva zo všetkých strán.
Polomery ohybu rúr
Polomery ohybu rúr
Ohýbanie rúr je technologický proces, v dôsledku ktorého sa pod vplyvom vonkajších zaťažení mení sklon geometrickej osi rúry. V tomto prípade dochádza k elastickým a elasticko-plastickým deformáciám kovu stien rúr. Ťahové napätia sa vyskytujú na vonkajšej časti vyklenutia a tlakové napätia sa vyskytujú na vnútornej časti. V dôsledku týchto napätí sa vonkajšia stena rúrky vzhľadom na os ohybu natiahne a vnútorná stena sa stlačí. V procese ohýbania rúry dochádza k zmene tvaru prierezu - počiatočný prstencový profil rúry sa mení na oválny. Najväčšia oválnosť sekcie je pozorovaná v strednej časti prevýšenia a klesá smerom k začiatku a koncu prevýšenia.Vysvetľuje to skutočnosť, že najväčšie ťahové a tlakové napätia pri ohýbaní vznikajú v centrálnej časti ohybu. Oválnosť prierezu v ohybe by nemala presiahnuť: pre rúry s priemerom do 19 mm - 15%, pre rúry s priemerom 20 mm alebo viac - 12,5%. Ovalita sekcie Q v percentách je určená vzorcom:
kde Dmax, Dmin, Dnom sú maximálne, minimálne a menovité vonkajšie priemery rúr v ohybe.
Okrem vytvárania ovality pri ohýbaní, najmä pri tenkostenných rúrach, sa niekedy na konkávnej časti ohybu objavujú záhyby (zvlnenia). Ovalita a zvrásnenie nepriaznivo ovplyvňuje chod potrubia, pretože zmenšuje prietokovú plochu, zvyšuje hydraulický odpor a býva miestom upchatia a zvýšenej korózie potrubia.
V súlade s požiadavkami Gosgortekhnadzor musia mať polomery ohybu oceľových rúr, ohybov, kompenzátorov a iných ohýbaných prvkov potrubí aspoň tieto hodnoty:
pri ohýbaní s predplnením pieskom a pri zahrievaní - najmenej 3,5 DH.
pri ohýbaní na ohýbačkách rúr za studena bez brúsenia - minimálne 4DH,
pri ohýbaní s polovlnitými záhybmi (na jednej strane) bez pieskovej výplne, vyhrievané plynovými horákmi alebo v špeciálnych peciach - najmenej 2,5 DH,
pre zakrivené ohyby vyrobené ťahaním za tepla alebo razením aspoň jeden DH.
Je povolené ohýbať rúry s polomerom ohybu menším ako sú uvedené v prvých troch odsekoch, ak spôsob ohýbania zaručuje stenčenie steny o maximálne 15% hrúbky požadovanej výpočtom.
Nasledujúce hlavné metódy ohýbania rúr sa používajú v skladoch a závodoch na výrobu rúr, ako aj na miestach inštalácie: ohýbanie za studena na strojoch a prípravkoch na ohýbanie rúrok, ohýbanie za tepla na ohýbačkách rúr s ohrevom v peciach alebo vysokofrekvenčným prúdom, ohýbanie pomocou záhybov , ohýbanie v stave plnenom horúcim pieskom.
Dĺžka potrubia L, ktorá je potrebná na získanie ohnutého prvku, je určená vzorcom:
L = 0,0175 Ra + l,
kde R je polomer ohybu rúry, mm;
α—uhol ohybu rúry, stupeň;
l - rovný úsek dlhý 100-300 mm, potrebný na uchopenie rúry pri ohýbaní (v závislosti od konštrukcie zariadenia).
1. Vymenujte tolerancie pre oválnosť časti potrubia.








2. Ako sa vypočíta ovalita v percentách?
3. Aké polomery ohybu sú povolené požiadavkami Gosgortekhnadzor pri ohýbaní rúr rôznymi spôsobmi?
4. Ako určiť dĺžku potrubia na získanie ohnutého prvku?
Všetky materiály v sekcii "Spracovanie rúr" :
● Čistenie a vyrovnávanie rúr
● Obrubovanie koncov rúr, tvaroviek a otvorov
● Rezanie a valcovanie závitov na rúrkach
● Polomery ohybu rúr
● Ohýbanie rúr za studena
● Ohýbanie rúr za tepla
● Rezanie a spracovanie koncov rúr
● Spracovanie neželezných rúr
● Spracovanie plastových a sklenených rúr
● Príprava a revízia armatúr
● Výroba tesnení v potrubiach a dielňach
● Bezpečnostné predpisy pre spracovanie rúr
Ako pracovať s ohýbačkou rúr doma
Ohýbačky rúrok sa nazývajú špeciálne mechanizmy, ktoré sa vyznačujú iným princípom fungovania. S ich pomocou sa ručné a mechanické ohýbanie profilových a kruhových rúr realizuje vo výrobe alebo doma.
Na ohýbanie plastových tenkostenných hliníkových výrobkov s malým priemerom sú vhodné nasledujúce typy ručných ohýbačiek rúrok:
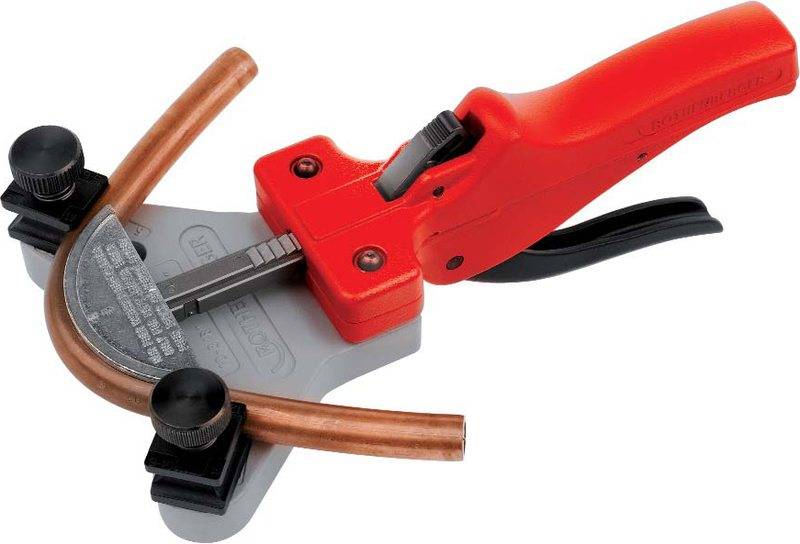
- Páka. Tento mechanizmus sa nazýva aj Volnov stroj. Na kladenie obrobku poskytuje špeciálnu formu. Samotný proces ohýbania nevyžaduje zahrievanie potrubia a vykonáva sa pomocou pákového efektu. Tvar zodpovedá určitému priemeru.
- Kuša. Konštrukcia, v ktorej je obrobok upevnený, je vybavená ohýbacím segmentom, ktorý sa pretláča cez stred rúry zo strany protiľahlej od koncov.
- Jar. Pred ohýbaním je potrubie vybavené pružinou, ktorá je položená vo vnútri výrobku. Ďalej môže byť obrobok zahrievaný alebo môže byť použitý spôsob ohýbania za studena. Na konci postupu sa musí pružina odstrániť.

Pomocou strojového ohýbania je možné vyriešiť otázku, ako ohýbať a ako rovnať hliníkovú rúrku rôznych priemerov a tvarov. Riziko poškodenia sa zníži takmer na nulu.








Tieto mechanizmy môžu mať elektromechanický alebo hydraulický princíp činnosti, ktorý zaručuje presný výsledok práce podľa predložených požiadaviek.



