- Ako variť cestoviny na sporáku?
- Príprava pracoviska
- Čo je elektrické zváranie a prečo je potrebné doma?
- 1) Ručné oblúkové zváranie
- 2) Poloautomatické v plynnom prostredí
- 3) Automatické zváranie pod tavivom
- O technikách vytvárania švu
- Prekrytý šev
- Stropný šev
- Tee šev (s jednostranným strihom)
- Zvárací šev s podporou elektródy
- Čo je elektrické zváranie?
- Konštrukcia meniča na zváranie
- Ako si vybrať správne cestoviny?
- Vplyv rýchlosti posuvu elektródy
- Spájanie rúr pomocou elektrického zvárania
- Kovové elektrofúzne armatúry
- Elektrická armatúra z polyetylénu
- Väzba a elektroopelenie
- Ako pripraviť elektrické zváranie rúr
- Technické vybavenie domácej zváračky
- Technológia elektrického zvárania
Ako variť cestoviny na sporáku?
Taliani hovoria, že príprava tohto produktu je jednoduchá, ale urobiť to správne je oveľa ťažšie. Znalci dobre uvarených cestovín ich milujú variť „al dente“, čo v preklade z taliančiny znamená „na zuby“.
Zvážte, ako uvariť chutné cestoviny na sporáku pomocou príkladu malých výrobkov - škrupín, špirál, rohov, lukov.
To si bude vyžadovať nasledujúce zložky:
- Voda - 1 l;
- Hlavná zložka je 100 g;
- Soľ - 10-11 g.
Je veľmi dôležité vziať do úvahy proporcie, inak bude mať hlavná zložka nedostatok miesta, a preto bude príliš lepkavá a čas varenia sa predĺži. Ďalším bodom, ktorý treba zvážiť, pokiaľ ide o to, ako správne variť cestoviny, je výber hrnca.
Je žiaduce, aby mal hrubé a vysoké steny. To zabráni vode dostať sa k okrajom.
Ako variť cestoviny na sporáku?
Proces varenia prebieha takto:
- Na sporák položte nádobu s vodou, oheň rozložte na maximum, osoľte vodu, ktorá sa do nej naleje, keď sa varí;
- Vložte do nej hlavnú zložku;
- Po určitom čase začne kvapalina opäť vrieť, potom musíte znížiť plyn. Predtým, ako sa tak stane, výrobok neustále miešajte, aby sa nezlepil kvôli škrobu, ktorý sa z neho uvoľňuje. Ak sa tak nestane, cestoviny, o ktorých sa v tomto článku hovorí, ako ich uvariť, sa zmenia na hrudku. Okrem toho sa prilepia na dno a steny panvice;
- Ak vás zaujíma, ako uvariť napríklad mašľové cestoviny alebo iný druh stredne veľkého produktu (špirály, rohy, mušle), musíte vedieť, ako dlho to bude trvať. Doba varenia je asi 5 minút. Ak varíte malé výrobky - napríklad tenké, malé rezance, doba varenia po uvarení vody je 3-4 minúty;
- Môžete ich skontrolovať na pripravenosť stlačením, a ak sa stanú elastickými, môžete sporák vypnúť;
- Okamžite vložte misku do cedníka, aby tekutina úplne vytiekla;
- Zapnite studenú vodu na plný výkon, aby sa jedlo opláchlo, čím sa ešte viac drobí.
Keď sú cestoviny ako mašle (alebo stredne veľké výrobky malých tvarov) hotové, môžeme ich podávať ako prílohu s akýmikoľvek prísadami – mäso, ryby, zelenina atď. chuť. Kúsok tejto ingrediencie môžete pridať do horúceho jedla bez vyprážania, ale nemiešajte, ale potraste uzavretou panvicou, aby bola rovnomerne rozložená po miske.
Samostatná zručnosť si zaslúži proces, ako uvariť cestoviny hniezda tak, aby sa nerozpadli. Na to budete potrebovať nasledujúce zložky:
- Hlavná zložka - 6-8 kusov;
- Voda - 2 l;
- Olivový olej - 1-2 lyžičky.
Produkt sa pripravuje nasledovne:
- Varte správne množstvo vody v hrnci;
- Do samostatnej nádoby (môžete použiť panvicu so širokým dnom) položte hlavnú zložku tak, aby sa v nej voľne nachádzali cestoviny v tvare hniezda;
- Naplňte ich vriacou vodou, soľou;
- Priveďte misku do varu, varte 4-5 minút;
- Pomocou štrbinovej lyžice ju vyberte preložením na tanier;
- Ak chcete, môžete do hotového jedla pridať korenie podľa chuti;
- Podáva sa ako bežná príloha - s pridaním mäsa, rýb, zeleniny, syrov, údenín a pod.
Z postupu varenia cestovín do hniezda vyplýva, že si musia zachovať svoj tvar. Po prvé, je to uľahčené skutočnosťou, že sa spočiatku nalejú vriacou vodou, čo vám umožní opraviť tvar. Po druhé, hlavná zložka sa odoberá pomocou skimmeru, vďaka ktorému sa dajú preniesť na tanier vo forme, v akej sa varia.
Pozrite si toto video na YouTube
Príprava pracoviska
Ako Naučte sa variť s elektrinou v krátkom čase? Nezvládnete to za jeden deň, ale použitím tipov z rôznych videí a prípravou všetkého, čo potrebujete na pracovisku, môžete rýchlo začať cvičiť.
Aby ste sa naučili variť so zváracím invertorom, potrebujete dosku na zapálenie elektródy. Nie je vždy možné pripevniť hmotu k produktu, preto je potrebný malý kovový stôl alebo základňa
Zvárač by mal mať po ruke kladivo na opravu upevnenia kovových častí, odlučovač trosky a prostriedok na hasenie požiaru (piesok alebo hasiaci prístroj).
Dôležité je zváranie kovu invertorom, ktorý je dobre chránený pred škodlivými vplyvmi. Bez ohľadu na miesto výkonu práce (domov alebo výrobné podmienky) musí mať každý zvárač:
- ochranná maska so svetelným filtrom zodpovedajúcim osvetleniu na pracovisku (vo filtri č. 5 bude v interiéri zle vidieť, v č. 3 bude na ulici veľmi oslepovať oči);
- plátené rukavice na ochranu pred teplom a postriekaním;
- hrubé, nehorľavé oblečenie nezastrčené do opaska;
- čižmy;
- pokrývky hlavy na ochranu pred odletujúcimi kvapkami trosky.
Čo je elektrické zváranie a prečo je potrebné doma?
Aby ste pochopili tento pojem, budete sa musieť dotknúť školského kurzu fyziky a pochopiť sprievodné procesy pri zváraní dielov. Získané znalosti pomôžu zváračovi robiť lepšie švy, pretože pochopenie základov elektrického zvárania umožňuje pracovať vedome a nespoliehať sa na vzorové činnosti iných odborníkov.





Elektrické zváranie (oblúkové zváranie) - získanie spojov neoddeliteľného typu v dôsledku kryštalizácie plniva a základných materiálov.

Počas procesu vytvárania švu dochádza k dočasnému roztaveniu základne a elektródy, vďaka čomu sa vytvorí zvarový kúpeľ. Po ochladení povrchu sa materiály spoja na molekulárnej úrovni (roztavia sa), kryštalizujú do švu, ktorý nie je o nič horší ako ostatné oblasti hlavného povrchu.
| Výhody elektrického zvárania | Nevýhody elektrického zvárania |
|---|---|
| Štrukturálna jednoduchosť. | Škody spôsobené elektromagnetickým žiarením a svetlom. |
| Všestrannosť aplikácie bez ohľadu na priestorovú polohu - vertikálne, horizontálne, pod uhlom 45 stupňov a pod. | Účinnosť je založená na zručnosti zvárača. Ak to tak nie je, konečný výsledok bude poľutovaniahodný. |
| Veľké množstvo kovov, ktoré je možné spojiť pomocou zvárania elektrickým oblúkom. | Od majstra potrebujete základné zručnosti v používaní jednotky + od 30 hodín praktických skúseností v jednoduchých podmienkach. |
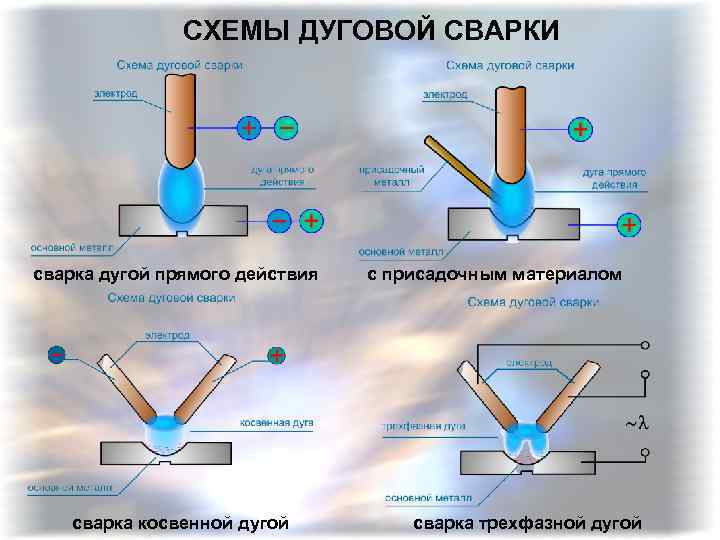
Klasifikácia elektrického zvárania sa robí na základe mnohých kritérií - úroveň mechanizácie zváracieho procesu, typ prúdu + jeho polarita, oblúk, vlastnosti elektródy, spôsob ochrany zóny atď. . Pozrime sa na klasickú distribúciu - manuálne oblúkové, poloautomatické oblúkové a automatické oblúkové typy zvárania.
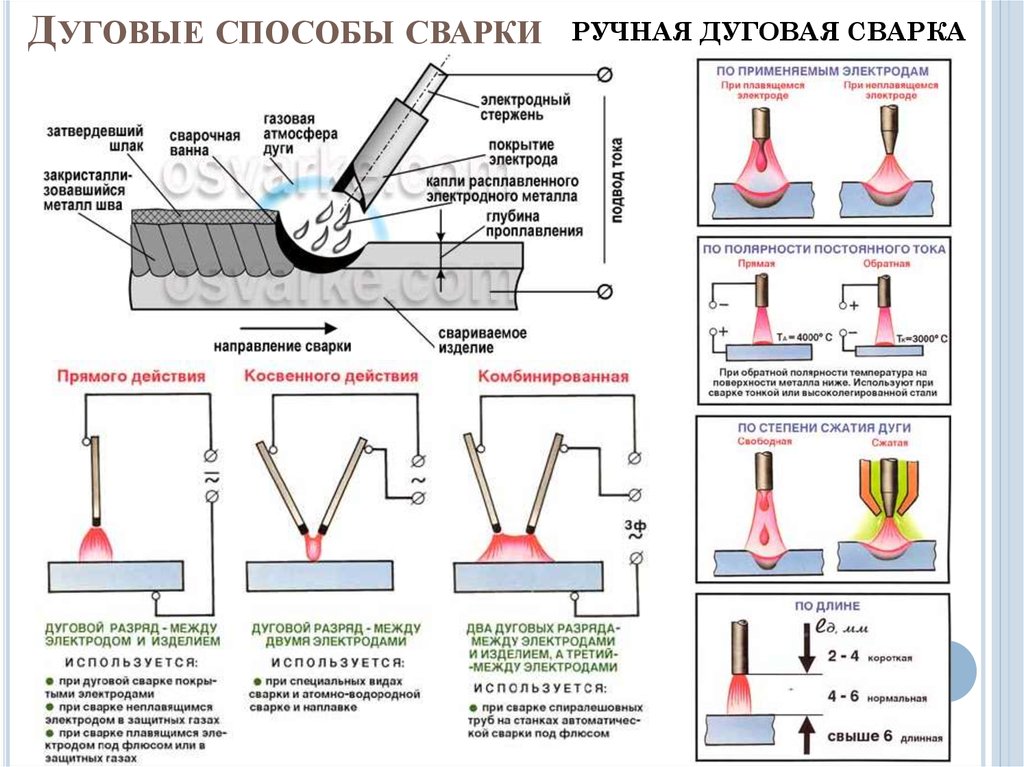
1) Ručné oblúkové zváranie
Najťažšia možnosť použitia pre neskúseného zvárača, pretože väčšina práce musí byť vykonaná vlastnými rukami. Regulácia technológie s inými bodmi sa vykonáva pomocou GOST 5264-80.Zohľadňuje sa typ spojenia, tvar okrajov, povaha švu, prierez a hrúbka prvkov, ktoré sa majú zvárať.
Nevýhody ručného zvárania sú negatívny vplyv produktov rozkladu / ľahkých produktov na ľudské telo a relatívne nízka efektivita práce vo veľkom meradle. Nízko kvalifikovaný špecialista pri práci s ručným oblúkovým zváraním nezvládne oblúk kvalitne, preto metóda šitia rozhodne nie je pre začiatočníkov.
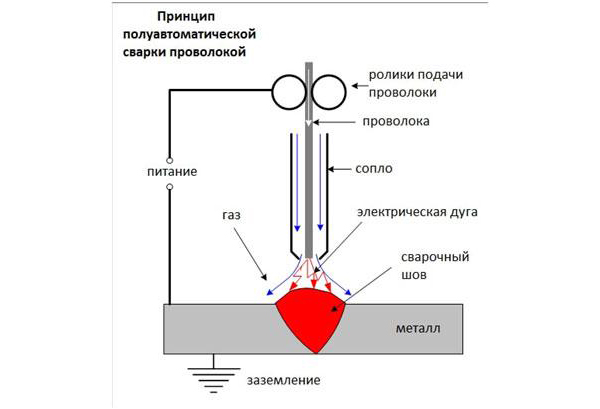
2) Poloautomatické v plynnom prostredí
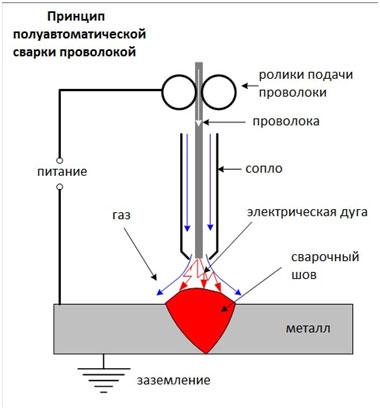
Charakteristickými znakmi spôsobu pripojenia 2 je použitie pohyblivej spotrebnej elektródy + prítomnosť ochranného plynu. Druhý pôsobí ako bariéra medzi vonkajším prostredím a elektrickým oblúkom.
Ochranným plynom je argón, oxid uhličitý, hélium alebo ich kombinácie v určitých pomeroch. Poloautomatická technológia zvárania prebieha prechodom drôtu cez plynovú dýzu, vďaka čomu sa taví. Dĺžka oblúka je riadená automaticky, pričom smer pohybu + rýchlosť zostáva pod kontrolou zvárača. Spôsob práce sa môže vykonávať bez plynového plášťa - používa sa špeciálny samotieniaci drôt rozptýlený kremíkom, mangánom a inými kovovými prvkami s deoxidačnými vlastnosťami.
3) Automatické zváranie pod tavivom
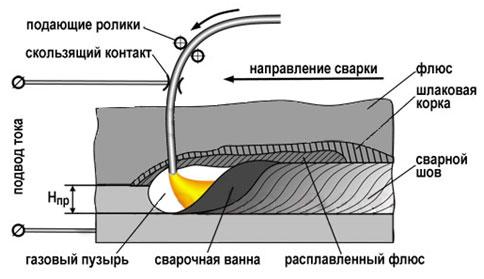
Metóda so zvýšenou produktivitou a minimálnymi stratami elektród. Zvárač sa nemôže báť postriekania a oblasť zvárania je čo najbezpečnejšia z hľadiska tvorby oxidov a iných škodlivých nečistôt pre šev.
Algoritmus procesu zvárania:
- Podávanie drôtu pomocou špeciálnych valcov.
- Pomocou kontaktu posuvného typu sa na drôt aplikuje elektrický prúd.
- Začne sa pohyb elektródy pozdĺž označenia pre šev.
- Z bunkra jednotky sa vylieva tavivo, v dôsledku ktorého sa vyparuje plynový oblak, ktorý chráni elektrický oblúk pred vplyvom vonkajšieho prostredia.
- Tvorba švu.
- Odstraňovanie trosky.
- Zozbierajte prebytočné tavidlo na opätovné použitie.
Pracovné vybavenie nevyžaduje, aby operátor používal špeciálnu ochranu očí. Vďaka automatizácii procesu je subjektívny vplyv zvárača minimalizovaný, a preto má riziko prudkého neporiadku tendenciu klesať.
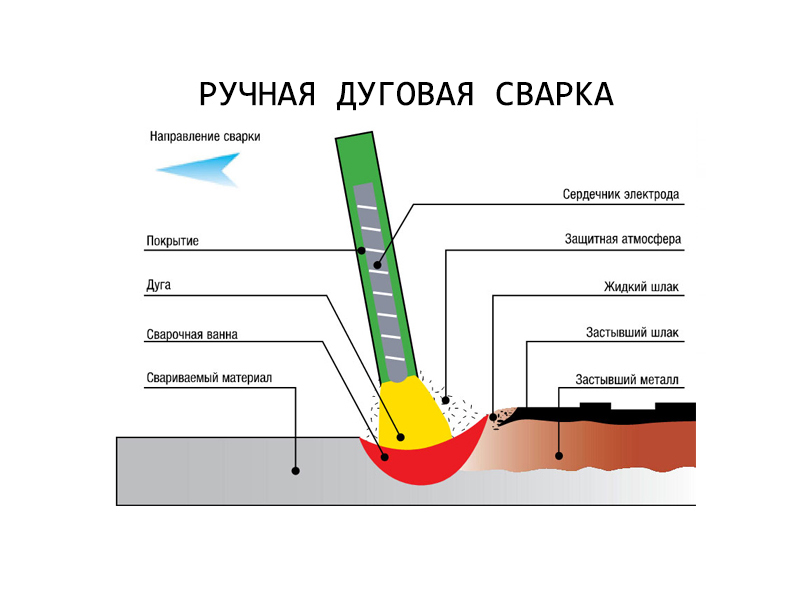
O technikách vytvárania švu
Predtým, ako sa naučíte variť elektrickým zváraním sami, mali by ste ovládať rôzne zváracie techniky na spájanie kovových častí. Správna údržba a pohyb elektrického oblúka je kľúčom ku kvalitnému švu. Ak je oblúk príliš dlhý, kov zoxiduje a nasýti sa dusíkom, postrieka sa kvapkami a vytvorí poréznu štruktúru.
Prekrytý šev
Zvárací oblúk sa pohybuje dopredu pozdĺž osi elektródy. Takto je zachovaná požadovaná dĺžka oblúka, ktorá je ovplyvnená rýchlosťou tavenia elektródy. Dĺžka elektródy sa postupne znižuje, rovnako ako sa zväčšuje vzdialenosť medzi ňou a zvarovým kúpeľom. Aby sa tomu zabránilo, elektróda sa má pohybovať pozdĺž osi, pričom sa sleduje synchronizácia jej skracovania a pohybu v smere zvarového kúpeľa.
Stropný šev
Priemer elektródy závisí od hrúbky zváraného spoja
Iný typ valčeka sa nazýva závit. Takáto guľôčka sa vytvára v procese pohybu elektródy pozdĺž osi zváraného zvaru. Čo sa týka hrúbky valčeka, tá závisí od priemeru elektródy a rýchlosti, ktorou sa pohybuje.







O šírke valčeka môžeme povedať, že je to zvyčajne 2-3 mm presahuje priemer elektródy. Výsledkom je pomerne úzky zvarový šev. Jeho pevnosť nie je dostatočne vysoká na to, aby vytvorila silnú štruktúru. Ako to opraviť? Stačí, keď sa elektróda pohybuje pozdĺž osi zvaru, aby došlo k jej dodatočnému pohybu - cez os.
Tee šev (s jednostranným strihom)
Priečny posun elektródy počas prevádzky umožňuje získať dostatočnú šírku švu. Deje sa tak vratnými kmitmi elektródy, ktorých šírka sa určuje individuálne pre každý konkrétny prípad. Tu je potrebné vziať do úvahy polohu švu, jeho veľkosť, tvar drážky, vlastnosti materiálov, ako aj zoznam požiadaviek kladených na dizajn. Je obvyklé zvážiť normálnu šírku švu od 1,5 do 5,0 priemerov elektródy.
Zvárací šev s podporou elektródy
Vytvára sa pomerne zložitými, trojitými pohybmi elektródy. Existuje v niekoľkých variáciách. Trajektória pohybu pri klasickom oblúkovom zváraní musí byť taká, aby sa okraje spájaných dielov natavili a zároveň sa vytvorilo dostatočné množstvo roztaveného kovu na vytvorenie zvaru daného tvaru.
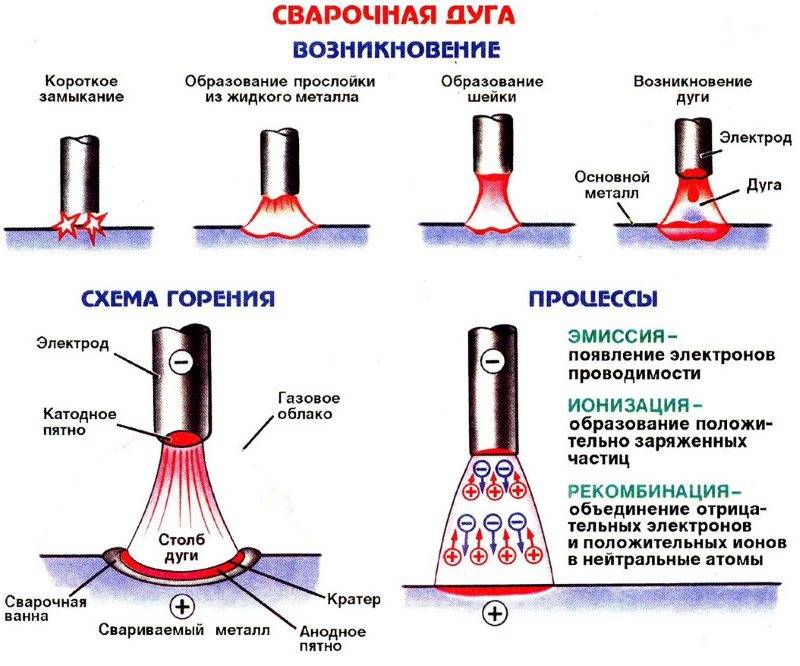
Čo je elektrické zváranie?
Elektrický je jedným zo spôsobov zvárania, kedy sa na ohrev a následné roztavenie kovov používa elektrický oblúk. Teplota posledne menovaného dosahuje 7 000 ° C, čo je oveľa viac ako teplota topenia väčšiny kovov.
Proces elektrického zvárania prebieha nasledovne. Na vytvorenie a udržanie elektrického oblúka sa prúd privádza zo zváracieho nástroja do elektródy.
Počas procesu zvárania sa základný kov a kovové jadro elektródy roztavia a zmiešajú, čím sa vytvorí pevný a neoddeliteľný šev (+)
Keď sa elektródová tyč dotkne povrchu, ktorý sa má zvárať, preteká zvárací prúd. Pod jeho vplyvom a vplyvom elektrického oblúka sa elektróda a kovové okraje prvkov, ktoré sa majú zvárať, začnú topiť. Z taveniny, ako hovoria zvárači, sa vytvorí zvarový kúpeľ, v ktorom sa roztavená elektróda zmieša so základným kovom.
Roztavená troska pláva na povrchu kúpeľa a vytvára ochranný film. Po vypnutí oblúka kov postupne ochladzuje a vytvára šev pokrytý vodným kameňom. Po úplnom vychladnutí sa materiál vyčistí.
Na zváranie je možné použiť nekonzumovateľné a tavné elektródy. V prvom prípade sa do taveniny zavádza plniaci drôt na vytvorenie zvaru, v druhom prípade to nie je potrebné. Na vytvorenie a následnú údržbu elektrického oblúka sa používa špeciálne zariadenie.
Zručnosti v oblasti zvárača v domácom prostredí sú potrebné na vykonávanie širokej škály prác:
Konštrukcia meniča na zváranie
Aby ste pochopili, ako správne používať zvárací stroj, mal by sa začínajúci majster oboznámiť s dizajnom meniča.
Zvárací invertor je kovová krabica s vnútorným komponentom, s celkovou hmotnosťou cca 7 kg, ktorá je vybavená rukoväťou a ramenným popruhom pre ľahké prenášanie. Kryt zváracieho invertora môže obsahovať vetracie otvory, ktoré prispievajú k lepšiemu odvádzaniu vzduchu pri chladení jednotky.Na prednom paneli sú tlačidlá na prepínanie pracovného stavu, gombíky na výber požadovaného napätia a prúdu, výstupy na pripojenie pracovných káblov, ako aj indikátory, ktoré signalizujú prítomnosť napájania a prehriatia meniča pri zváraní. Kábel na pripojenie stroja k elektrickej sieti sa zvyčajne pripája ku konektoru umiestnenému na zadnej strane meniča.

Konštrukcia zváracieho invertora
Keď sa elektróda počas zvárania dotkne zváraných kovových dosiek, vytvorí sa vysokoteplotný oblúk, v dôsledku ktorého sa roztavia prvky zváranej tyče a kov zvarového spoja. Bazén vytvorený v oblasti oblúka roztavenými kovmi dosiek a elektródy je chránený pred oxidáciou skvapalneným povlakom elektródy. Po úplnom ochladení kovu sa horná plocha zvaru, chránená pri zváraní povlakom elektródy, zmení na vytvrdnutú trosku, ktorú možno ľahko odstrániť ľahkým mechanickým pôsobením (napríklad poklepaním).
Je dôležité dodržať rovnakú vzdialenosť-medzer medzi kovom zvarového spoja a elektródou (dĺžka oblúka), ktorá zabráni jeho zhasnutiu. Za týmto účelom by mala byť elektróda privádzaná do oblasti zvárania konštantnou rýchlosťou a zvarová tyč by mala byť vedená pozdĺž zvarového spoja rovnomerne.
zvárací oblúk
Ako si vybrať správne cestoviny?
Ako si vybrať správne cestoviny?
Väčšina prívržencov správnej výživy toto jedlo odmieta, považuje ho za nezdravé a nezdravé. Správny produkt však môže telu prospieť, a preto by ste pri jeho nákupe mali zvážiť nasledujúce odporúčania:
Zloženie kvalitných výrobkov zahŕňa dve zložky - múku a vodu. Chuť, výhody a škody, ich nutričná a energetická hodnota do značnej miery závisia od kvality hlavných zložiek. Môžu obsahovať aj prírodné farbivá - špenátovú šťavu, mrkvovú šťavu, sépiový atrament, koreniny, ktorých prítomnosť by mala byť uvedená na obale;
Osobitnú pozornosť si zasluhuje druh múky, z ktorej je výrobok vyrobený. Mal by patriť k odrodám tvrdej pšenice, pretože práve táto možnosť neobsahuje tuky vo svojom zložení, telo ju dokonale absorbuje.




Ak sa na výrobu cestovín použije hlavná zložka mäkkých odrôd, budú obsahovať veľa škrobu, a preto sa stanú veľmi kalorickými, a to je dôvod priberania na váhe;
Aby sa zabezpečilo, že sa použije kvalitný tvrdý základ, dbajte na vzhľad produktu. Jeho povrch by mal byť hladký, farba by mala byť jantárová, žltá so zlatým odtieňom.
Má hladké okraje a na výrobkoch sú malé škvrny. V balení by nemali byť žiadne nečistoty. Ak sú vyrobené z mäkkej múky, ich farba bude svetlá alebo budú mať bledú, neprirodzenú farbu, nerovné okraje, drsný povrch, svetlé drobné škvrny, je možné, že v balení sú úlomky, omrvinky;
Bielkoviny sú dôležitou zložkou múčnych výrobkov. Ak sú kvalitné, vyrobené z tvrdej pšenice, obsahujú cca 12-15 g / 100 g Indikátorom nízkej kvality výrobku je obsah bielkovín maximálne 10 g / 100 g;
Venujte pozornosť nákladom - dobré cestoviny sú drahšie, odkazujúc na prémiovú triedu;
Cestoviny ako špagety sa testujú iným spôsobom - analyzujte, ako sa lámu, ale môžete to urobiť tesne pred samotným procesom varenia. Ak sú vysoko kvalitné, potom sa dobre ohýbajú, ale sú pevné, takže nie je také ľahké ich zlomiť, čo sa nedá povedať o výrobkoch vyrobených z mäkkých surovín;
Kvalitný výrobok si po varení zachová svoj tvar, žltkasto-zlatú farbu, aj keď sa nechá dlho vo vode;
Dobré cestoviny sa vyznačujú tým, že sa minimálne rozvaria, a preto sa nelepia.
Pozrite si toto video na YouTube
Vplyv rýchlosti posuvu elektródy
Rýchlosť podávania elektródy na zváranie by mala poskytnúť požadované množstvo dodávaného roztaveného materiálu. Jeho nedostatočné množstvo môže viesť k podrezaniu. Tento faktor je veľmi dôležitý pri zváraní priamou aj obrátenou polaritou.
Počas oblúkového zvárania v dôsledku rýchleho pohybu tyče pozdĺž spoja nemusí výkon oblúka stačiť na zahriatie kovu. V dôsledku toho sa vytvorí plytký šev, ktorý leží na vrchu kovu. Okraje zostávajú nedokončené.
Pomalý posun elektródy vedie k prehriatiu. V tomto prípade je možné spáliť povrch a deformovať tenký kov.
Moderné zváracie stroje majú širokú škálu rôznych funkcií a schopností. Napriek tomu je momentálne zatiaľ väčšina kvalitne odvedenej práce určená práve šikovnosťou človeka.
Spájanie rúr pomocou elektrického zvárania
Kovové elektrofúzne armatúry
Elektrofúzne tvarovky sú zariadenia, ktoré pomáhajú spájať dve časti obrobkov.Existujú dva formáty: závitové a zvárané. Závitové konce tvarovky - Závitové na vnútornej a vonkajšej strane tvarovky. A tiež tvarovka má skosenie, ktoré uľahčuje realizáciu elektrického zvaru.
Mnohé z týchto zariadení sú pripevnené k časti pomocou dvoch prvkov: kolena a zadku. V prvom variante je priemer väčší ako v druhom a druhý sa spravidla zhoduje s časťou, ktorá sa má zvárať.
Elektrická armatúra z polyetylénu
Tieto časti umožňujú zvýšiť elektrofúziu pripojených častí. Typicky sa polyetylénové pomocné armatúry používajú pre polyetylénové vodovodné potrubia, ktoré sú určené pre nízkotlakové systémy.
 HDPE tvarovky sa inštalujú na potrubia s tupom alebo prekrytím. Prvky sú držané špeciálnym držiakom. Prípojka a rúrka sú nainštalované, potom sa zahrievajú vložením do armatúry.
HDPE tvarovky sa inštalujú na potrubia s tupom alebo prekrytím. Prvky sú držané špeciálnym držiakom. Prípojka a rúrka sú nainštalované, potom sa zahrievajú vložením do armatúry.
Je pozoruhodné, že obe možnosti elektrického zvárania sú založené na chemickom pôsobení - deštrukcii molekulárnych reťazcov polymérov pri teplote 170 stupňov Celzia a tvorbe nových v procese tvrdnutia plastu.
Väzba a elektroopelenie
Moderná elektrotechnika sa dostala na úroveň, kedy sa ľahko zaobíde bez objemných, ťažko použiteľných a zastaraných zariadení.
Vonkajší plášť a jeho tvarovka sa roztavia a po poklese teploty sa vytvorí nový polymérový reťazec. Vďaka tomu je zaručené vysokokvalitné elektrické zváranie polyetylénových rúr, ktoré možno bezpečne použiť ako pre domáce systémy, tak aj pre priemyselné potrubia.
Tieto armatúry sa vyznačujú nasledujúcimi výhodami:
- spájajú rúry s priemerom 20 až 400 mm;
- spojenie je inštalované vnútorne a je schopné odolať vysokotlakovej prevádzke;
- sú inertné voči všetkým chemikáliám a teda bezpečné aj pre vodu;
- odolávať akýmkoľvek tlakovým rázom.
Kovanie má široký rozsah - od malého až po veľký priemer. Môžu byť dokonca použité vo veľkých chemických závodoch.
Na inštaláciu armatúr môžete použiť transformátor.
Ako pripraviť elektrické zváranie rúr
Príprava: zváračka, obrobok, spojovací prvok, transformátor v plnej pripravenosti a celistvosti.
Potrubie v pravom uhle.
So skosením hrany dielu, pre presné rezanie.
Potrubie prechádza do armatúry a upevňuje miesto, kde bolo predtým zaznamenané.
Odmasťujte diely.
Po pripojení zváracieho transformátora k zdroju prúdu vytvorte zvarový spoj.
Zváračka sa vypne a na 30 minút sa zapne režim zahrievania.
Je dôležité nehýbať so žiadnou prípojkou alebo držiakom! Po vypnutí počkajte na úplné vychladnutie.
Zariadenie je pripravené na použitie a ďalšie pripojenie!
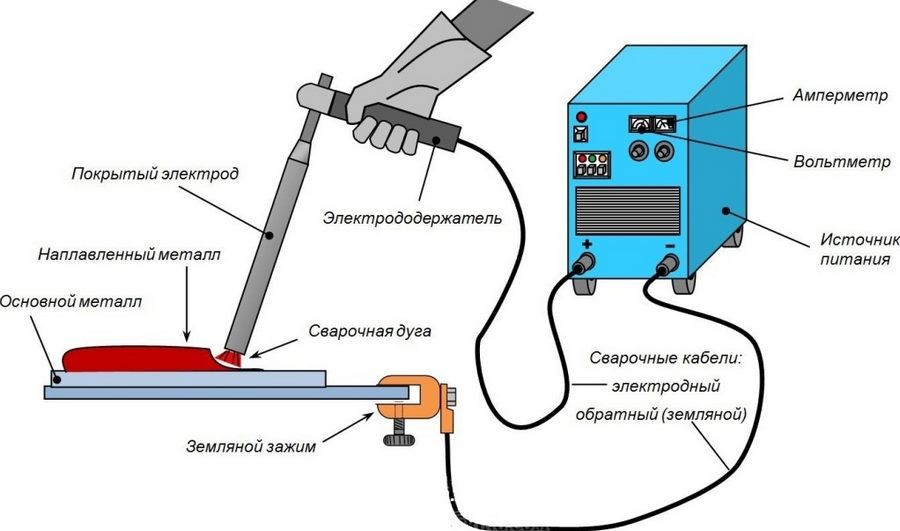
Technické vybavenie domácej zváračky
Na vytvorenie oblúka ručného ES je potrebný zdroj elektrického prúdu, ktorý poskytuje stabilnú dodávku elektrickej energie na napájanie ED. Pre manuálny ES rovnako použiteľné ako zdroje striedavého prúdua zariadenia na jednosmerný prúd. V podmienkach domáceho použitia zváracej techniky zohráva dôležitú úlohu stav elektrického vedenia, ku ktorému bude pripojená zakúpená zváracia jednotka. To určí typ zariadenia, ktoré môže začiatočník „zváraný“ použiť.






Dôležité! Zváračka je schopná pracovať z domácej elektrickej siete v rámci parametrov svojich ochranných a regulačných zariadení - zástrčky a poistky, automaty atď. Ak výkonnostné charakteristiky „zváračky“ nespĺňajú požiadavky ochranného systému elektrickej siete, sú možné blikajúce svetlá, vypínanie strojov, porucha domácich spotrebičov v celom dome v dôsledku náhlych výkyvov napätia
Domáca zváračka musí byť vybavená:
- Aktuálny zdroj.

V súčasnosti sa zváracie zariadenia pre domáce použitie často označujú ako zariadenia pre MMA (z angl. Metal Manual Arc – ručné ES s kusovými obalenými elektródami). Trh s elektrickými zariadeniami ponúka tri typy zdrojov prúdu pre domáce použitie:
- zváracie transformátory pracujúce na striedavý prúd,
- zváracie usmerňovače, ktoré menia striedavé sieťové napätie na jednosmerný prúd,
- invertory, ktoré môžu pracovať z domácej zásuvky.
- Sada napájacích káblov a prívodných vodičov s nosením.
- Držiaky elektród (pružinové alebo pákové), bežne nazývané "držiaky".
- Osobné ochranné prostriedky zvárača:
- tepelne odolný odev, obuv, rukavice alebo palčiaky,
- ochranná maska.
Technológia elektrického zvárania
Je lepšie sa naučiť, ako správne zvárať diely elektrickým zváraním pod vedením skúsených zváračov. Ak to z nejakého dôvodu nefunguje, môžete to skúsiť sami. Najprv musíte správne zorganizovať pracovisko
To je veľmi dôležité, pretože zváranie je vysokoteplotný, a preto požiarne nebezpečný proces.
Ak chcete pracovať, musíte si vybrať pracovný stôl alebo akúkoľvek inú základňu vyrobenú z nehorľavého materiálu.Drevené stoly a podobné výrobky sú prísne zakázané. Je žiaduce, aby v blízkosti miesta, kde sa bude zváranie vykonávať, neboli žiadne horľavé predmety.
Uistite sa, že máte blízko seba vedro s vodou, aby ste odstránili možné zdroje vznietenia. Okrem toho musíte určiť bezpečné miesto, kde budú uložené zvyšky použitých elektród. Oheň dokáže založiť aj ten najmenší z nich.
V predaji nájdete zváracie elektródy rôznych priemerov. Požadovaná veľkosť tyče sa vyberá na základe hrúbky kovu, ktorý sa má zvárať.
Pre prvé nezávislé švy musíte pripraviť nepotrebný kus kovu a vybrať elektródy. Odborníci odporúčajú v takýchto prípadoch použiť 3 mm tyče. Menší priemer sa používa na zváranie tenkých plechov, z ktorých je nepohodlné sa učiť. Elektródy s väčším priemerom vyžadujú vysoký výkon zariadenia.
Začneme čistením oblasti kovu, na ktorej bude šev umiestnený. Nemala by tam byť žiadna hrdza ani žiadne znečistenie.
Po príprave dielu vezmite elektródu a vložte ju do svorky zváracieho stroja. Potom vezmeme „uzemňovaciu“ svorku a pevne ju pripevníme k dielom. Znova skontrolujte kábel. Musí byť zasunutý do držiaka a dobre izolovaný.
Teraz musíte zvoliť výkon prevádzkového prúdu pre zvárací stroj. Vyberá sa podľa priemeru elektródy. Na paneli zváracieho zariadenia nastavíme zvolený výkon.
Ďalším krokom je zapálenie oblúka. Na tento účel je potrebné elektródu priviesť k obrobku pod uhlom asi 60 ° a veľmi pomaly prejsť cez základňu. Mali by tam byť iskry.Hneď ako sa to stane, zľahka sa elektródou dotknite dielu a ihneď ho zdvihnite do výšky maximálne 5 mm.
Zvárací invertor je pripravený na prevádzku. Sú k nemu pripojené dva káble: jeden so svorkou pre elektródu, druhý s uzemňovacím držiakom
V tomto momente zabliká oblúk, ktorý je potrebné udržiavať počas celej doby prevádzky. Jeho dĺžka by mala byť 3-5 mm. Toto je vzdialenosť medzi špičkou elektródy a obrobkom.




Pri udržiavaní oblúka v prevádzkovom stave je potrebné pamätať na to, že počas prevádzky elektróda vyhorí a skráti sa. Ak je elektróda príliš blízko k obrobku, môže dôjsť k prilepeniu. V takom prípade ich musíte mierne vychýliť na stranu. Oblúk sa nemusí zapáliť prvýkrát. Možno nie je dostatok prúdu, potom je potrebné ho zvýšiť.
Potom, čo sa začínajúci zvárač naučil, ako zapáliť oblúk a udržať ho v prevádzkovom stave, môžete začať zvárať guľôčku. Toto je najjednoduchšia zo všetkých operácií. Zapálili sme oblúk a začneme veľmi hladko a opatrne pohybovať elektródou pozdĺž budúceho švu.
Zároveň vykonávame oscilačné pohyby pripomínajúce polmesiac s malou amplitúdou. Roztavený kov tak trochu „hrabeme“ do stredu oblúka. Takto by ste mali získať rovnomerný šev, podobný valčeku. Bude obsahovať malé vlnovité prítoky kovu. Po vychladnutí švu je potrebné do neho vyklepať vodný kameň.