
- Zložitosť procesu
- Sektorové zváranie
- S pomocou piesku
- ohnúť sa v strome
- Zobraziť prehľad
- Spôsobom umiestnenia
- Typ pohonu
- Oválna ochrana
- Nákres typického stroja
- Pružina na ohýbanie
- Vlastnosti sortimentu ohýbacích profilov
- Pracujte doma bez stroja
- Aký je problém ohýbania profilu
- Aké jednotky môžu uľahčiť operáciu?
- Možnosť č. 1 - kompaktné modely ručných ohýbačiek rúr
- Možnosť #2 - elektrické ohýbačky rúr pre profesionálov
- Základné konštrukčné prvky
- Proces výroby pohybu
- Výrobné nuansy
- Zariadenia na prácu
- Urob si sám ohýbačka rúrok
- Nevýhody domácich strojov
- Potreba profilového účtovníctva
- Odrody ohýbania. Používame ohýbačku rúrok
- Spôsoby ohýbania rúr veľkých priemerov
- Ohýbačka rúr pre výrobky so štvorcovými a obdĺžnikovými časťami
- Typy ohýbačiek rúr, ktoré je možné vyrobiť
- Valčekové ohýbačky
- Výroba ohýbačky rúrok z kuše
Zložitosť procesu
Všetok kovový materiál môže byť čiastočne alebo úplne ohnutý. Proces krútenia sa vykonáva dvoma spôsobmi:
- mechanický náraz;
- kovové vykurovanie.

 Kruhový kovový výrobok má približne rovnomerné ukazovatele. Profilová rúra má však uhol 90°.Takýto uhol potrubia narúša pokojný ohyb, v dôsledku čoho sa objavujú rôzne záhyby, ktoré môžu následne prasknúť alebo sa zlomiť.
Kruhový kovový výrobok má približne rovnomerné ukazovatele. Profilová rúra má však uhol 90°.Takýto uhol potrubia narúša pokojný ohyb, v dôsledku čoho sa objavujú rôzne záhyby, ktoré môžu následne prasknúť alebo sa zlomiť.
Aby ste nepokazili kov, musíte jasne vedieť, ako ohýbať profilovú rúrku doma. Mnoho letných obyvateľov, ktorí nepoznajú citlivosť na ohýbanie, utráca veľa materiálu, ktorý sa následne vyhodí.
Sektorové zváranie
 Ľudia často nevedia, ako ohýbať rúrky z nehrdzavejúcej ocele, pretože nehrdzavejúca oceľ má silnejšiu zliatinu ako bežná oceľ. Samozrejme, vďaka profesionálnemu vybaveniu je to jednoduché. Čo ak však nie je po ruke nič, čo by dokázalo poskytnúť dostatočný mechanický tlak? Práve na tento účel bolo vynájdené sektorové zváranie.
Ľudia často nevedia, ako ohýbať rúrky z nehrdzavejúcej ocele, pretože nehrdzavejúca oceľ má silnejšiu zliatinu ako bežná oceľ. Samozrejme, vďaka profesionálnemu vybaveniu je to jednoduché. Čo ak však nie je po ruke nič, čo by dokázalo poskytnúť dostatočný mechanický tlak? Práve na tento účel bolo vynájdené sektorové zváranie.
Jeho princíp spočíva v tom, že profilový výrobok sa na jednej strane piluje v rovnakých vzdialenostiach, potom sa materiál ohne v požadovanom smere a drážky sa zvaria
V tomto prípade je dôležité vedieť, že profesionálne potrubie je najčastejšie tenkostenné a keď sú štrbiny v blízkosti, je veľmi ľahké prepáliť
 Ľuďom s malými skúsenosťami s týmto nástrojom často chýbajú rezy, takže sú buď príliš časté, alebo zriedkavé. Aby ste sa uistili, že označenie je správne, môžete si vziať ďalší elastický štvorcový materiál a použiť ho ako šablónu.
Ľuďom s malými skúsenosťami s týmto nástrojom často chýbajú rezy, takže sú buď príliš časté, alebo zriedkavé. Aby ste sa uistili, že označenie je správne, môžete si vziať ďalší elastický štvorcový materiál a použiť ho ako šablónu.
Ak máte po ruke plynový horák, potom je možné profilový materiál ohýbať zahrievaním. Keď je kov horúci, ľahšie sa deformuje, čo pomáha predchádzať záhybom na vnútornej strane steny. Ak je polomer ohybu malý, môžete si vystačiť s bežnou svorkou. Ale ak je potrebné presnejšie ohýbanie, je potrebná vodiaca stena.
S pomocou piesku
Na výrobu produktu z ohnutého profilového potrubia môžete použiť piesok. Koniec materiálu je tesne uzavretý špeciálnym plastovým alebo medeným puzdrom. Potom sa do potrubia naleje jemný piesok
Je dôležité, aby bol výrobok úplne upchatý pieskom. Keďže prázdny priestor vo vnútri potrubia je teraz pevne zabalený, materiál sa bude oveľa ľahšie mechanicky ohýbať.
Hlavná vec je najprv vytvoriť štandard, podľa ktorého môžete produkt ohýbať a viesť.
ohnúť sa v strome
 Táto metóda sa pomerne často používa, ak priemer potrubia nepresahuje 15 mm. Aby bolo ohýbanie úspešné, musí byť koniec materiálu pevne pripevnený. Čo však robiť, ak nemôžete držať materiál rukami a jednoducho nikde nie sú žiadne iné upevňovacie body? A na tento účel vymysleli zdviháky všetkých odborov spôsob upevnenia. Všetky letné chaty môžu mať stromy. Je to strom, ktorý môže slúžiť nielen ako silný upevňovací prvok, ale aj ako priemer na ohýbanie profilovej rúry.
Táto metóda sa pomerne často používa, ak priemer potrubia nepresahuje 15 mm. Aby bolo ohýbanie úspešné, musí byť koniec materiálu pevne pripevnený. Čo však robiť, ak nemôžete držať materiál rukami a jednoducho nikde nie sú žiadne iné upevňovacie body? A na tento účel vymysleli zdviháky všetkých odborov spôsob upevnenia. Všetky letné chaty môžu mať stromy. Je to strom, ktorý môže slúžiť nielen ako silný upevňovací prvok, ale aj ako priemer na ohýbanie profilovej rúry.
Zobraziť prehľad
Tí, ktorí sa zaoberajú inštaláciou rôznych kovových konštrukcií, musia použiť ohýbačku profilu. Teraz sa stalo módou inštalovať na vaše stránky krásne skleníky vyrobené z kovových profilov. Sú spoľahlivé. Preto je pre skleníky, prístrešky (klenuté), a to na ich výrobu, celkom vhodná ručná ohýbačka profilov. Je malý, môže byť inštalovaný v každej miestnosti určenej na rôzne stavebné práce.


Na ohýbanie profilov s ťahom môžete použiť stroj, ktorý pracuje na princípe stroja PGR-6. Tento produkt má strečový mechanizmus určený na ohýbanie hliníkových zliatin pozdĺž obrysov, ktoré nie sú uzavreté. Pri ohýbaní profilov hrá hlavnú úlohu počet zvitkov. Najjednoduchší dizajn pozostáva z 2 roliek.Takéto modely sa používajú na veľmi ľahkú prácu.
Počet kotúčov a všestrannosť určuje, ku ktorému typu môže konkrétny stroj patriť. Niektoré valcované výrobky môžu otáčať valcami iba v jednom smere, zatiaľ čo iné sa môžu otáčať v oboch smeroch naraz. Preto sa v prvom prípade stroje nazývajú nereverzibilné a v druhom - reverzibilné.


Zoberme si napríklad trojvalcový tvarovací stroj s hydraulickým pohybom horného valca. V ňom je profil upevnený medzi valcami. Všetky majú hydraulické motory a trysky (vhodné pre akúkoľvek sekciu). Potrebný rádius tu zabezpečuje hydraulický pohon. Preto sú tieto výrobky veľmi žiadané tam, kde je potrebný stroj na výrobu jednoduchých výrobkov.
Pomocou profilových ohýbačiek rôznych smerov je možné vykonávať rôzne konfigurácie z kovu, ktorý sa líši polomerom. Sú schopné vyrábať diely rôzneho zakrivenia s asymetrickými aj symetrickými obrysmi. Podrobnejšie, ohýbačky profilov majú nasledujúce typy.
- Pneumatické ohýbačky profilov pracujú s pomocou pneumatiky.
- Existujú hydraulické ohýbačky profilov.
- Existujú tiež manuálne, mechanické a elektromechanické ohýbačky profilov.

Spôsobom umiestnenia
Ohýbačky profilov sa umiestňujú na rôzne rovné povrchy. Príliš veľké vzorky sú inštalované na podlahe v priestrannej miestnosti. Pre ich enormnú hmotnosť sa dajú použiť len v dielňach. Takéto modely majú elektrický pohon a pracujú zo siete. Ostatné kópie sú nevyhnutne fixované pomocou špeciálnych zariadení, aby sa zabránilo ich nedobrovoľnému pohybu.Táto kategória strojov je určená na prácu v priemyselnom meradle aj na individuálne použitie. Priemyselné stroje sa používajú na ohýbanie tam, kde sa vykonávajú rozsiahle práce. Existujú teda mobilné stroje a existujú aj stacionárne stroje. Každý z nich má buď manuálny alebo automatický posuv materiálu.







Vo väčšine prípadov používajú špecialisti ručné ohýbačky profilov. Niektorí ich vyrábajú ručne. Táto možnosť je pomerne cenovo dostupná. Ale sú tu aj negatíva. Napríklad je nepohodlné vykonávať niekoľko ohybov naraz na jednom profile. Je tiež ťažké pracovať s takýmito výrobkami kvôli veľkému zaťaženiu osoby. Okrem toho sa zvyšuje čas ohýbania, nie je možné ovládať polomer ohybu.
Typ pohonu
Ohýbačky profilov sú klasifikované týmto spôsobom.
Elektrická ohýbačka profilov v porovnaní s ručnou môže pracovať pri pomerne vysokej rýchlosti. Vyniká aj precíznou prácou. Pomocou takéhoto zariadenia je možné ohýbať veľmi odolné kovové výrobky. Dokáže spracovať všetky druhy profilov, dokonca aj I-nosníky a okrúhle výrobky.





Oválna ochrana

Hlavné metódy ohýbania pozinkovanej rúry za studena poskytujú opatrenia, ktoré vám umožňujú ohýbať obrobok, pričom sa čo najviac zachová tvar jeho prierezu. Zvyčajne sa to robí jedným z dvoch spôsobov:
- Použitie opatrení na zachovanie tvaru sekcie zvnútra (použitie vnútorného obmedzovača).
- Použitie vonkajšieho dorazu na zabránenie roztiahnutia bočných stien.
Pevné materiály ako plnivo si lepšie zachovávajú svoj tvar, preto sa častejšie používajú.Ale vďaka použitiu elastických plnív dochádza k menšiemu rozťahovaniu vonkajšieho povrchu ohybu.
Nákres typického stroja
Teraz nájdete veľa návrhov ručných ohýbačiek profilov, ktoré je možné vyrobiť z jednoduchých častí vlastnými rukami a bez špeciálnych zručností. Jeden z najjednoduchších výkresov valcovacieho stroja umožňuje radiálne ohýbanie rúr a pravouhlých profilov. Potreba práve takéhoto ohybu materiálu vzniká najčastejšie.
Výkresy domácej ohýbačky profilov
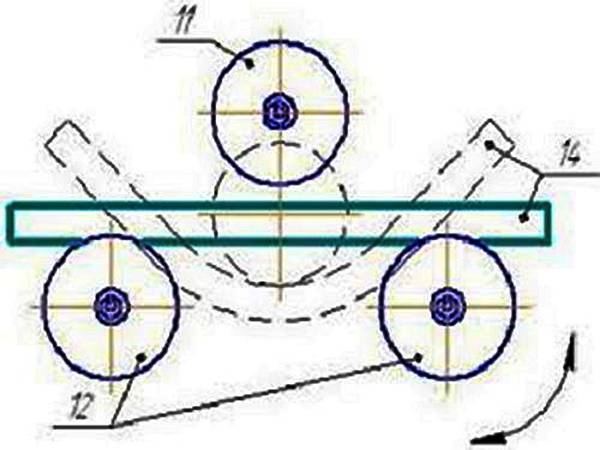
Princíp fungovania takéhoto domáceho zariadenia je založený na použití troch valcov - dvoch podpier a hlavného pracovníka. Je to tento pracovný valec, ktorý deformuje potrubie počas prevádzky domáceho zariadenia.
Hlavný pracovný hriadeľ musí mať malú voľnú vôľu, ktorá obmedzí parametre vodidiel. Na výrobu takýchto konštrukčných prvkov sa používajú:
- oceľové plechy do hrúbky 8 mm;
- jeden veľký tanier;
- oceľový roh dlhý 30 cm - potrebujete 4 takéto prvky;
- pomocné valčeky.
Pomocné valčeky sú pripevnené k veľkej doske pomocou skrutiek a pomocou zváracieho stroja rohy, ktoré budú hrať úlohu vodidiel.
Na zvýšenie pevnosti a spoľahlivosti základne by mali byť k jej spodnej časti privarené dva oceľové rohy. Na vystuženie vodidiel zhora je k nim pripevnená kovová doska s otvorom pomocou zváracieho stroja. Jeho priemer musí presahovať prierez skrutky, ktorá bude vyvíjať hlavné zaťaženie na pracovný hriadeľ ručne vyrobenej ručnej ohýbačky profilov.
Po dokončení inštalácie vodiacich valcov bude ohýbačka pripravená na prevádzku a rúram a obdĺžnikovému profilu bude možné dať akúkoľvek konfiguráciu vlastnými rukami.
Pružina na ohýbanie
Všetci majstri vedia o tejto metóde. Jeho podstata je nasledovná: špeciálna pružina štvorcového prierezu vyrobená z oceľového drôtu je umiestnená vo vnútri potrubia v mieste, kde je potrebné získať ohyb. Pružina bude slúžiť ako tŕň, jej prierez by mal byť o 1-2 mm menší ako vnútorný prierez. Pomocou horáka sa miesto ďalšieho ohýbania zahreje, nanesie sa na polotovar s vhodným polomerom ohybu a pomocou sily sa prudko nestlačí, kým sa nedosiahne požadované zakrivenie. Táto metóda je pomerne jednoduchá, ale pri jej používaní počas práce sa odporúča starostlivo dodržiavať bezpečnostné opatrenia: pracujte v špeciálnych rukaviciach a používajte kliešte.

Vlastnosti sortimentu ohýbacích profilov
Niekomu sa môže zdať, že ohýbanie profilovej rúry pozdĺž polomeru bez ohýbačky rúr nie je náročná úloha: ohýbajte ju kladivom, ako chcete, a je to. Prax však ukazuje, že ohýbanie tohto valcovaného kovu nie je také ľahké. Je ťažké vytvoriť hladký zakrivený tvar pri zachovaní všetkých charakteristík. Najjednoduchší spôsob, ako ohýbať tento výrobok, je vziať si na pomoc špeciálnu ohýbačku rúr pre domácnosť.
Faktom je, že pri zmene konfigurácie je potrubie ovplyvnené dvoma silami:
- kompresia, ktorá má účinok zvnútra;
- napätie pôsobiace zvonku.
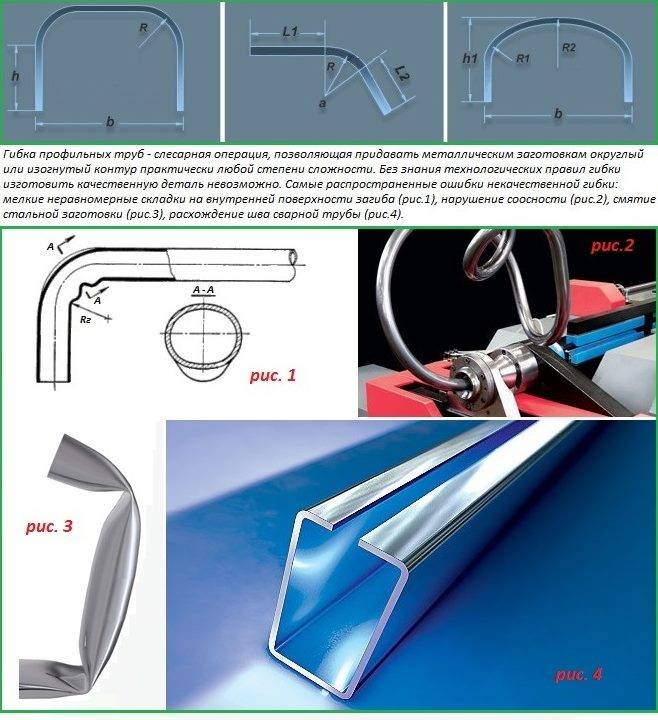
Ak je profesionálne potrubie nesprávne ohnuté, mení svoj tvar a stráca koaxiálne umiestnenie niektorých úsekov. Napínacia stena tiež nemusí odolať mechanickému namáhaniu a stane sa nepoužiteľnou.Okrem týchto problémov môže dôjsť k nesprávnemu stiahnutiu a zvrásneniu vnútornej steny skladaného obrobku. Nie je nezvyčajné, že je ľahké ohnúť rúrku z profilu pozdĺž polomeru, ale obrobok je pokrčený. Potom je už vhodný len na kovový šrot.
Kombinácia týchto faktorov ovplyvňuje neodôvodnené zvyšovanie nákladov, na ktoré seriózny vlastník nikdy nepripustí
Preto, napriek tomu, že tento sortiment rúr je dosť flexibilný, nemali by ste sa ponáhľať s jeho spracovaním a pred ohýbaním rúry pozdĺž polomeru doma je dôležité podrobne študovať technológiu. O tom sa bude diskutovať ďalej.
Technológiu netreba zanedbávať. Len pre majstra vyzbrojeného vedomosťami nebude otázka, ako ohýbať profil doma, spôsobovať veľké problémy. Všetky odporúčania, ako správne ohýbať profilované kovové výrobky, poskytujú profesionálni remeselníci, ktorí tento problém už dlho študovali v praxi.









Pracujte doma bez stroja
Z profilového potrubia bude možné získať požadovaný ohyb aj bez špeciálnych zariadení. Potrebujete len brúsku, zváračku a kovovýrobu tisu. Algoritmus bude nasledujúci:
- zmeriame potrebný vzor a potom nakreslíme šablónu na voľnú rovinu;
- aplikujeme naň obrobok a označíme na ňom bod ohybu;
- vyrezali sme tri strany štvorcového profilu a na štvrtej budete musieť ohýbať rúrku bez ohýbačky rúr, pričom voľný koniec zovriete do tisu;
- potom zvaríme výslednú časť v tejto polohe;
- po zváraní sa švy vyčistia a obrobky sa namontujú na určené miesto.

Pred varením profilová rúrka 2 mm, musí zvárač používať ochranné pomôcky.Na zváračke sme experimentálne nastavili prúd, aby sme použili elektródy s priemerom 3 alebo 2 mm. Veľké tu nebudú fungovať, pretože ak uvaríte napríklad profilovú rúrku so „štyrom“, dutina sa jednoducho prepáli.
Aký je problém ohýbania profilu
Valcovaný kov s obdĺžnikovým prierezom sa ľahko používa, prírezy je možné spájať pod rôznymi uhlami. Ťažkosti vznikajú, keď je potrebné dať detailom dizajnu krivočiary tvar. Je to spôsobené tým, že na vonkajšiu stenu výrobku pôsobí ťahová sila a vnútorná strana je vystavená tlaku.
Pokusy o ohýbanie profilovej rúry bez ohýbačky rúr sú spojené s týmito problémami:
- Vzhľad trhlín v materiáli. Ak je hrúbka steny malá, potom je možné prasknutie kovu.
- Prehýbanie strán. K podobnému efektu dochádza, keď sa vyvíja nadmerný tlak pri prechode obrobkov cez ohýbacie prípravky.
- Vzhľad vnútorných záhybov. Čím väčšia je výška profilu produktu a čím menší je polomer orovnávania, tým väčšia je pravdepodobnosť takejto chyby.
- Prerušenie sekcie. Vyskytuje sa, keď na obrobok pôsobí ostrá sila.
- Zmena konfigurácie sekcie. Ak dôjde k porušeniu technológie, dôjde k posunutiu rovín, pozdĺžnej osi, zakriveniu dielu vo forme špirály.
- Zníženie pevnosti kovu. Takáto chyba je dôsledkom prehriatia a narušenia kryštalickej štruktúry železa.
Nie je ťažké vyhnúť sa takýmto komplikáciám. Stačí k veci pristupovať kompetentne a premyslene.
Aké jednotky môžu uľahčiť operáciu?
Možnosť č. 1 - kompaktné modely ručných ohýbačiek rúr
Nákup ručných ohýbačiek rúrok sa odporúča iba vtedy, ak máte v úmysle ohýbať malé množstvo materiálu. Ako profesionálny nástroj nie je možné tieto modely použiť z dôvodu nízkej produktivity a potreby približného nastavenia polomeru ohybu každého výrobku. Tento stroj sa zvyčajne dodáva s niekoľkými vymeniteľnými valcami, pomocou ktorých sa profilová rúrka ohýba v závislosti od veľkosti jej prierezu.
Aby sa dosiahol požadovaný uhol ohybu, je potrebné rúru niekoľkokrát prejsť strojom. Zároveň musíte zakaždým manuálne otočiť centrálny valec a spustiť ho nižšie a nižšie. Bočné valce zostávajú v nehybnej polohe, preto sa pod tlakom centrálneho valca kovový profil ohýba.

Jeden z modelov ručných ohýbačiek profilov, ktorý umožňuje ohýbať profilovú rúrku samostatne v niekoľkých chodoch kovového výrobku medzi bočnými a stredovými valcami
Pri práci s ručnou ohýbačkou rúr bude musieť osoba vyvinúť fyzickú námahu. Zariadenie nie je možné použiť na ohýbanie profilových rúr s prierezom väčším ako 40 mm.
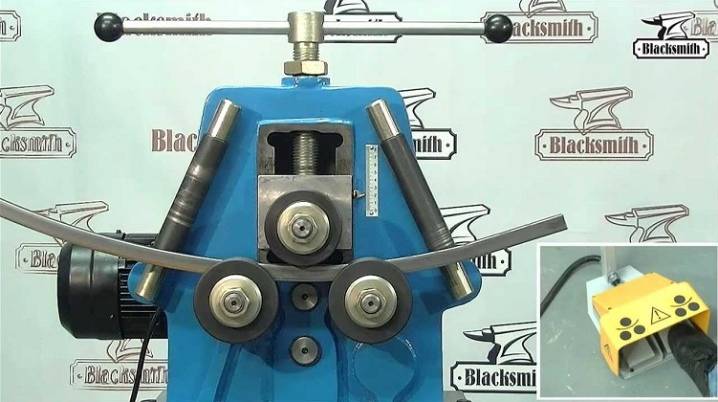
Možnosť #2 - elektrické ohýbačky rúr pre profesionálov
Na rozdiel od manuálnych ohýbačiek rúr elektrické modely poskytujú vysoko presné ohýbanie rúr. Polomer ohybu sa totiž nastavuje s presnosťou na 1 stupeň mechanicky alebo elektronicky. Použitie tohto drahého výrobného zariadenia umožňuje spracovanie veľkého počtu tvarovaných rúr za zmenu.Majitelia elektromechanických ohýbačiek rúr zvyčajne poskytujú služby verejnosti, ktoré by sa mali využiť, ak ste spokojní s ich nákladmi.

Elektromechanická ohýbačka profilov inštalovaná natrvalo v dielni poskytuje presné ohýbanie profilových rúr rôznych prierezov pozdĺž presne špecifikovaného polomeru
Nevýhody elektrických ohýbačiek profilov zahŕňajú ich veľkú hmotnosť a vysoké náklady, ktoré sú pre priemerného kupujúceho nedostupné.
Základné konštrukčné prvky
Princíp činnosti
Pri výrobe konkrétneho dizajnu stroja by ste sa mali pozrieť na niekoľko schém, aby ste určili sadu dielov. Faktom je, že v prípade potreby je možné všetky komponenty uzlov zakúpiť za peniaze, ale môžete použiť aj materiály, ktoré sú na vašej farme a nič za to neplatíte. Vo väčšine prípadov sa domáci remeselníci zastavia pri čelných štruktúrach, a preto by ste mali mať k dispozícii:
- tri kovové valčeky (valčeky);
- hnacia reťaz;
- osi otáčania;
- hnací mechanizmus;
- kovové profily (kanály) pre rám.
Niekedy sú pri absencii kovových valčekov nahradené drevenými alebo polyuretánovými, ale ... Takýto valivý mechanizmus nevydrží dlhé zaťaženie, to znamená, že stroj bude slúžiť svojmu účelu, ale nie dlho. Má zmysel plytvať svojou prácou na krátkodobý prospech, ak s námahou alebo dokonca zaplatením určitej sumy nájdete oceľové valce?
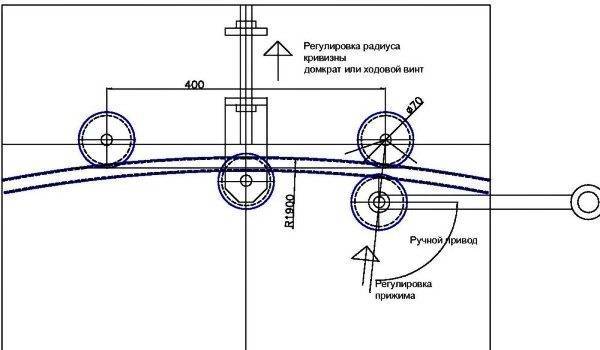
Schéma jednoduchej ohýbačky rúr s rozmermi v mm
Ako ste pochopili, proces deformácie profilu nastáva pomocou valcovania, to znamená, že rúrka sa valcuje cez valčeky (valčeky), čo eliminuje zlomeniny a praskliny. Na valcovanie (ohýbanie) sa profil vloží do valcovacej linky (medzi valce) a zhora sa stlačí skrutkovým prípravkom alebo zdvihákom na požadovaný polomer ohybu. Potom sa pri otáčaní gombíka podávania potrubie pohybuje a ohyb prebieha po celej dĺžke. Ukazuje sa, že ide o ručný pohon, ktorý sa uvádza do pohybu svalovou silou, ale doma je takýto mechanizmus veľmi pohodlný.

Profil sa upína pomocou zdviháka
Na zostavenie predmetnej jednoduchej ohýbačky rúr „urob si sám“ budete potrebovať:
- zdvihák (najlepšie stojanový typ);
- kovové profily s policou pre horizontálny a vertikálny rám;
- pružiny z legovanej ocele (vyznačujú sa vysokou pevnosťou);
- tri oceľové hriadele s ložiskami;
- reťaz na pohon (môže byť z bicykla alebo mopedu);
- prevody (predné a poháňané);
- hrubé kovanie pre nápravy a hnaciu rukoväť.










Video: proces ohýbania rúr
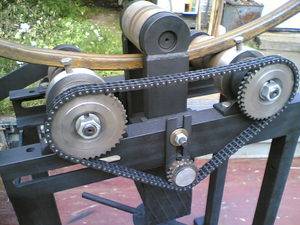
Ako vidíte, je jednoduchšie vytvoriť ohýbačku profilu vlastnými rukami podľa dostupných výkresov a fotografické a video materiály v tom len pomáhajú. Ohýbačka profilu zobrazená na obrázku je poháňaná rukoväťou, ktorá otáča hriadeľ s hnacím ozubením. Pomocou reťaze sa otáčanie prenáša na hriadeľ s hnaným prevodom a tretí hriadeľ stláča profil zhora do požadovaného uhla ohybu. Všetko je veľmi jednoduché.
Proces výroby pohybu
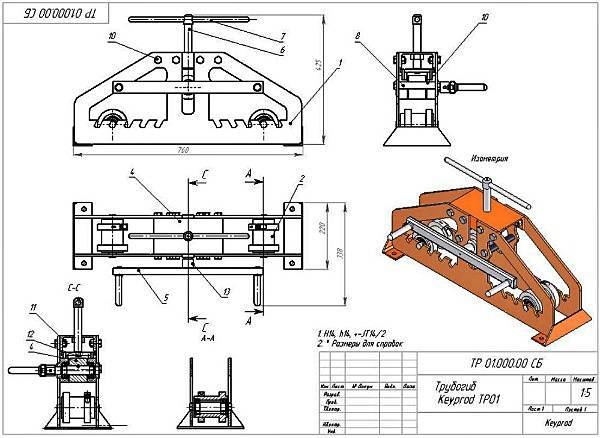
Výkresy ohýbacieho zariadenia
Ak máte záujem o to, ako vytvoriť ohýbačku profilu, budete musieť vykonať sériu akcií, ktoré zabezpečia túto spoľahlivosť mechanizmu, a to:
- výroba výkonného rámu zostaveného zváraním a skrutkovými spojmi;
- podľa podmienok výkresu (technického zadania) vyrobte a nainštalujte os otáčania pre valčeky. Sú tri - dve rolovacie a jedna upínacia;
- na otáčanie valčekov je potrebné zabezpečiť reťazový prevod, to znamená zvárať (presne) hnacie a hnané ozubené kolesá;
- privarte rukoväť na hnacie koleso na otáčanie.
Výrobné nuansy

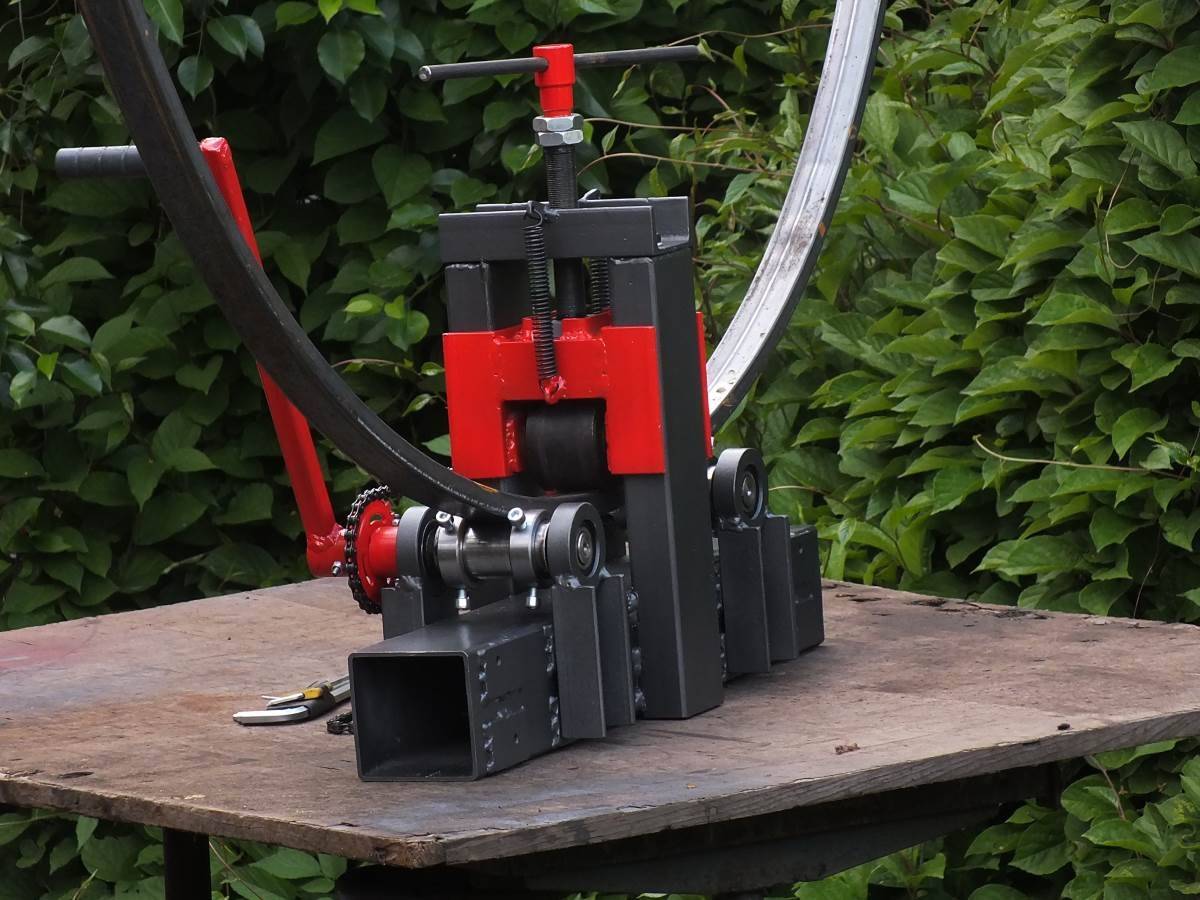
Pripravená ohýbačka rúrok
Ak máte k dispozícii všetky potrebné diely, potom nie je ťažké vyrobiť mechanizmus na ohýbanie profilu. V prvom rade treba brať do úvahy, že všetky valčeky sa musia otáčať na ložiskách - presnosť otáčania zabezpečí správne odvaľovanie, bez porúch a zalomení. Hnacie a hnané ozubené koleso musí byť správne vycentrované - porucha od stredu aspoň o 0,5 mm povedie k nesprávnej deformácii (ohyb bude nerovnomerný).
Prítlačný valec musí byť tiež vycentrovaný - od toho závisí presnosť uhla ohybu. Najlepšie zo všetkého je, keď sú rozmery všetkých troch hriadeľov rovnaké - valcovaný výrobok je najjasnejší. Presnosť valcovania závisí aj od tuhosti svorky, takže hriadeľ musí byť dobre upevnený.
Zariadenia na prácu
Z vyššie uvedeného textu bolo jasné, ako ohýbať potrubie doma. Ale všetky tieto metódy sú vhodné na jednorazové použitie. Ak potrebujete materiál neustále ohýbať, potom je lepšie získať špeciálny stroj. Ale keďže je to drahé, môžete si vyrobiť prípravok z kovu.
Pre výrobky z ohýbaných rúr sú spravidla často potrebné rôzne priemery. Preto jeden vodič jednoducho nestačí.
Urob si sám ohýbačka rúrok
Ak chcete mechanizovať ohýbanie materiálu a neutrácať peniaze, môžete si vyrobiť domácu ohýbačku rúrok.Ale aj pre takéto zariadenie bude potrebná malá investícia. Pre takéto vybavenie budete potrebovať:
- 2 valčeky s priemerom asi 10 cm;
- 1 valček so sponou;
- kovový stojan.

 Dva valce sú inštalované a zvárané paralelne k sebe. Tretí valec so svorkou je inštalovaný tesne nad spodnými. Týmto spôsobom môžete vložiť materiál a stlačiť ho horným valčekom. Po nasadení materiálu ho stačí zrolovať jedným a druhým smerom. Ak potrebujete väčší uhol, stále môžete upnúť horný valec a zopakovať akciu.
Dva valce sú inštalované a zvárané paralelne k sebe. Tretí valec so svorkou je inštalovaný tesne nad spodnými. Týmto spôsobom môžete vložiť materiál a stlačiť ho horným valčekom. Po nasadení materiálu ho stačí zrolovať jedným a druhým smerom. Ak potrebujete väčší uhol, stále môžete upnúť horný valec a zopakovať akciu.
Nevýhodou takéhoto zariadenia je, že na ňom nebude možné robiť ohyby s malým polomerom. Na svorku jednoducho nie je dostatočný tlak. Materiál, ktorý sa získa po domácom stroji, je ideálny pre skleníky, prístrešky a iné výrobky, kde nie je potrebný ostrý uhol.
Pôvodne odoslané 2018-04-18 12:13:42.
Nevýhody domácich strojov
- Ťažkosti pri minimalizácii chyby v polomere ohybu obrobku.
- Obmedzenie polomeru ohybu.
- Práca na takýchto strojoch je veľmi náročná, takže robiť veľké množstvo práce je jednoducho nepraktické.
- Ťažkosti pri ohýbaní rúr a obrobkov s veľkým prierezom.
- Ťažkosti pri zmene tvaru v rôznych častiach obrobku.
Ak je potrebné pracovať s časťami, ktoré majú malú časť, môžete si vystačiť s najjednoduchšou ohýbačkou profilu, ktorá sa skladá z dvoch kolíkov a základne. Pri deformácii hrubších častí je potrebné starostlivo zvážiť ich konštrukčné vlastnosti.
Pri práci s rúrkami je potrebná osobitná pozornosť, pretože pre ne existuje závislosť maximálneho povoleného polomeru ohybu od hrúbky steny. Vo verejnej sfére môžete nájsť špeciálne pamätné tabuľky na výber maximálneho polomeru
Napriek tomu, že proces výroby stroja vlastnými rukami sa môže zdať príliš komplikovaný a mnohých vystraší, úspory v porovnaní s nákupom hotového výrobku môžu dosiahnuť niekoľko desiatok tisíc rubľov. Tento argument v prospech ohýbačiek profilov vyrobených vlastnými rukami možno nazvať veľmi závažným.
Potreba profilového účtovníctva
Do kategórie valcovania profilových rúr patria výrobky, ktoré majú rôzny tvar prierezu – okrúhly, štvorcový, oválny alebo plocho-oválny. Napriek tejto rozmanitosti sa na stavbu skleníka alebo prístrešku používajú hlavne obdĺžnikové alebo. Je to spôsobené tým, že je oveľa jednoduchšie namontovať vonkajší náter na ich ploché steny.
Sortiment moderných profilových rúr je veľmi rôznorodý. Ich geometrické parametre, z ktorých hlavnými sú plocha prierezu a hrúbka steny, určujú plastické schopnosti výrobku. Ten charakterizuje takýto indikátor ako minimálny povolený polomer zakrivenia. Práve tento parameter umožňuje určiť, do akého minimálneho polomeru je možné potrubie ohnúť, aby nedošlo k jeho poškodeniu.
Vyhnite sa bežným chybám, ktoré vedú k poškodeniu obrobkov
Na určenie takéhoto parametra rúry s alebo pravouhlým profilom ako minimálny polomer ohybu stačí poznať výšku jej profilu. Ak sa chystáte ohýbať profilovú rúrku s prierezom vo forme obdĺžnika alebo štvorca, mali by ste dodržiavať nasledujúce odporúčania.









- Rúry, ktorých výška profilu nepresahuje 20 mm, je možné ohýbať v úsekoch, ktorých dĺžka presahuje hodnotu rovnajúcu sa 2,5xh (h je výška profilu).
- Výrobky, ktorých výška profilu presahuje 20 mm, je možné úspešne ohýbať v častiach, ktorých dĺžka zodpovedá 3,5xh alebo viac.
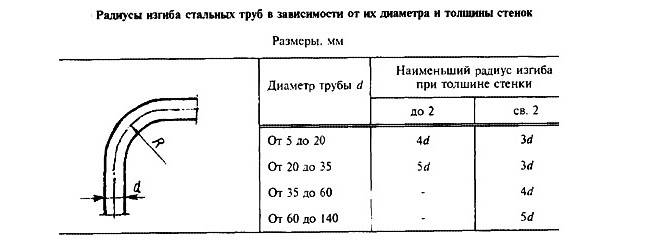
Minimum polomery ohybu oceľových rúr
Takéto odporúčania budú užitočné pre tých, ktorí sa chystajú ohýbať profilové rúry vlastnými rukami, aby z nich vyrobili stojany, prístrešky a rôzne rámové konštrukcie. V tomto prípade si však treba uvedomiť, že na možnosť kvalitného ohýbania rúr má vplyv aj hrúbka ich steny. Výrobky s hrúbkou steny menšou ako 2 mm by sa nemali ohýbať vôbec a ak je potrebné z nich vytvárať konštrukcie, použite zvárané spoje.
Doma je možné ohýbať profesionálne rúry, ktoré sú vyrobené z uhlíkových alebo nízkolegovaných ocelí, len s prihliadnutím na určité nuansy. Takéto rúry môžu po ohnutí vyskočiť a vrátiť sa do pôvodného stavu, preto je potrebné hotové konštrukcie znovu osadiť podľa šablóny. Hodnota odpruženia je charakterizovaná takým parametrom profilových rúr, ako je plastický moment odporu - Wp. Tento parameter je uvedený v sprievodnej dokumentácii (čím je nižšia, tým menej budú profesionálne rúry pri ohýbaní pružiť).
Odrody ohýbania. Používame ohýbačku rúrok
Možností je málo - buď ohýbať profilovú rúru bez ohýbačky rúrok, alebo použiť stroj vlastnej či továrenskej výroby.
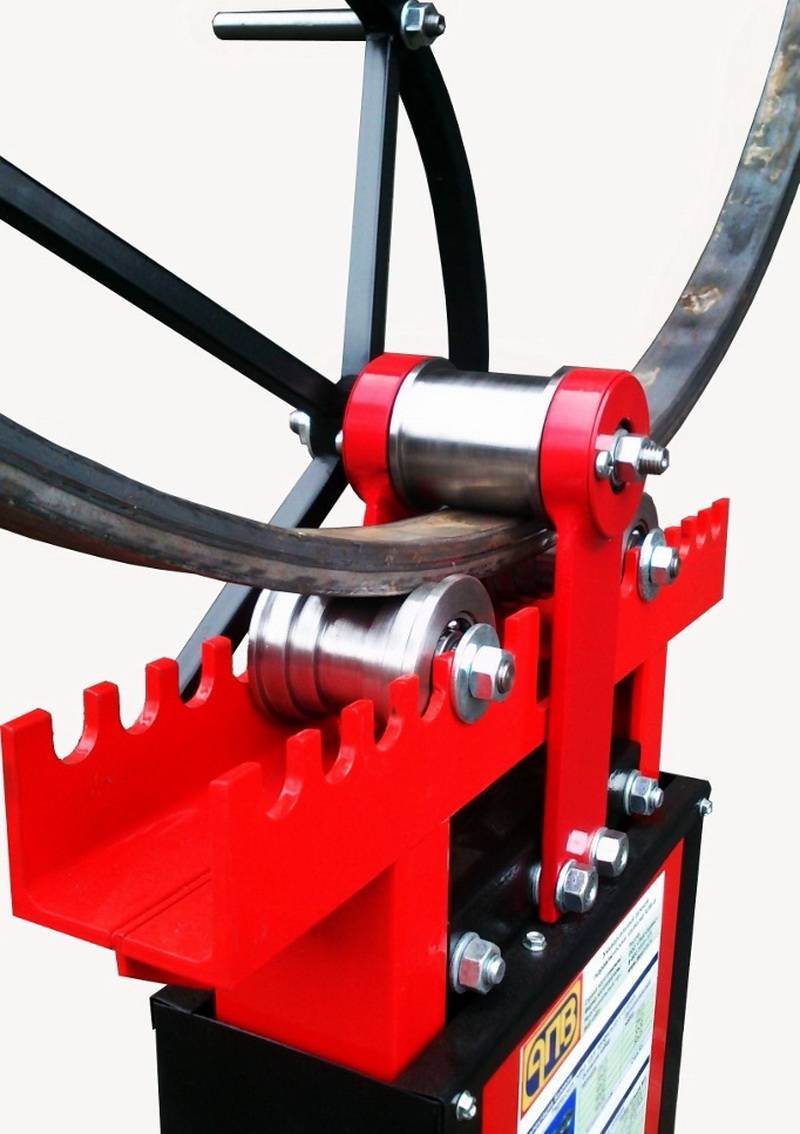
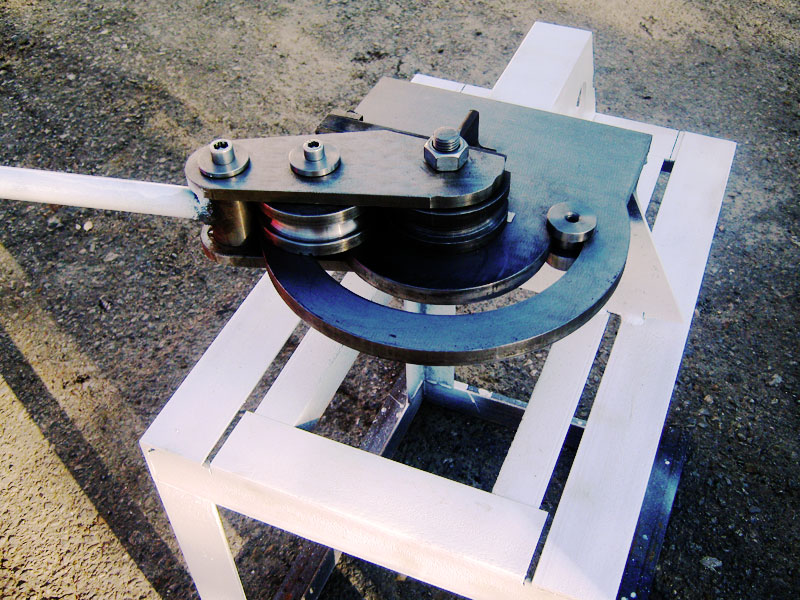
Celkový pohľad na ručnú ohýbačku rúrok je znázornený na obrázku. Pripomeňme, že zodpovedajúce zariadenia sa vyrábajú aj s elektrickým, hydraulickým pohonom a dokonca aj s numerickým riadením.

Kompaktný stroj na ohýbanie dutých profilov
Ako ohýbať profilovú rúru na ohýbačke rúr je vždy uvedené v pokynoch výrobcu. Trik je iný: táto technika sa vyplatí len pri veľmi častom používaní. Preto sa obraciame na skutočnejšie problémy.
Spôsoby ohýbania rúr veľkých priemerov
Relatívne nedávno sa objavili metódy ohýbania rúr za účasti priemyselných a vysokofrekvenčných prúdov a ohýbanie s ťahom. V prvom prípade sa používa vysokovýkonná vysokofrekvenčná inštalácia, pri ktorej sa ohrieva, ohýba a chladí rúrka s priemerom 95–300 mm.
Skladá sa z dvoch častí - mechanickej vo forme ohýbačky a elektrickej, vrátane elektrickej časti a vysokofrekvenčnej inštalácie.
Potrubie sa deformuje iba vo vyhrievanej oblasti umiestnenej v zóne tlmivky. Zmena geometrie na danú veľkosť nastáva pod vplyvom vychyľovacieho valca. Touto metódou je možné získať ohyb so zakrivením malého polomeru.
Ohýbanie pomocou druhého spôsobu sa vykonáva na ohýbacích a naťahovacích strojoch, ktorých súčasťou je otočný tanier. Rúrka je vystavená veľkým ťahovým a ohybovým silám. Takto sa získajú strmo zakrivené ohyby s konštantnou hrúbkou steny po celom obvode.
Metóda sa používa na ohýbanie rúr veľkých priemerov používaných v leteckom, automobilovom, lodiarskom priemysle, kde sú na potrubie kladené vysoké požiadavky. Výhodou je možnosť ohýbania rúr so stenou 2 - 4 mm o 180⁰.
Ohýbačka rúr pre výrobky so štvorcovými a obdĺžnikovými časťami
Stroj na ohýbanie profilov - zariadenie s hriadeľmi, z ktorých jeden s voľným chodom pod tlakom rovnomerne ohýba rúrku požadovaného tvaru po celej dĺžke. Hriadele sú opracované do určitého úseku.Tlak sa aplikuje postupne, kým sa nedosiahne požadovaný ohyb. Sila pôsobí ručne alebo pomocou elektrického pohonu, hydrauliky. Domáca ohýbačka rúr je určená na ohýbanie malého množstva výrobkov, na sériové ohýbanie so zaručenou presnosťou možno použiť profesionálnu ohýbačku rúr.
Vďaka konštrukčným vlastnostiam ohýbačka profilov kvalitatívne ohýba oceľové rúry bez zahrievania ako v samostatnom úseku, tak aj po celej dĺžke v rôznych uhloch, v rôznych rovinách.

Je tiež možné vyrobiť ohýbacie zariadenie vlastnými rukami, bude to vyžadovať veľa úsilia, času a peňazí, ale proces ohýbania rúr bude jednoduchší. Ručná ohýbačka profilov sa ľahko obsluhuje, má malé rozmery, možno ju nainštalovať v garáži alebo malej dielni. Ohýbačka rúrok by mala mať spoľahlivú stabilnú polohu, práca by sa mala vykonávať pomaly a neustále kontrolovať súlad so šablónou. Najjednoduchšou možnosťou, vhodnou pre tenké rúry, je valčekový stroj Volnov. V určitom mieste obrobku upnutého vo zveráku sa pomocou valčeka vytvorí ohyb, ale je potrebná dobrá fyzická pevnosť.
Ako ohýbať profilové potrubie doma nie je ľahká otázka. Mali by ste vziať do úvahy mnohé nuansy a urobiť všetko správne, aby ste nepoškodili materiál
Veľká pozornosť sa venuje rozmerom sekcie, hrúbke steny, výpočtu polomeru ohybu, stojí za to rozhodnúť, či použiť vykurovanie, výplň alebo nie.
Typy ohýbačiek rúr, ktoré je možné vyrobiť
Tieto zariadenia sa líšia svojim účelom. Napríklad, ak potrebujete ohýbať okrúhlu kovovú rúru, používajú sa ohýbacie stroje, ktoré sú navrhnuté špeciálne pre okrúhle rúry.
Takéto domáce konštrukcie majú spravidla valčeky (alebo valčeky) s drážkou pre určitý priemer obrobku. V niektorých prípadoch sa však môžu použiť aj matrice s drážkami pre okrúhle rúry.
Na ohýbanie rúr so štvorcovým a obdĺžnikovým profilom, ako aj oceľových pásov sa už používajú trochu iné zariadenia. A najčastejšie sa nazývajú ohýbačky profilov (alebo ohýbačky rúr pre profilové rúry).
Návrhy ohýbačiek rúr sa môžu líšiť v závislosti od toho, s čím chcete skončiť: jednoducho ohýbajte rúru pod určitým uhlom, alebo potrebujete urobiť oblúk alebo krúžok.
Ak plánujete vytvoriť serióznu štruktúru vlastnými rukami, ktorú je možné v prípade potreby prispôsobiť rôznym prevádzkovým režimom, bude ťažké sa zaobísť bez podrobného výkresu ohýbačky rúrok.
No, v prípade, že potrebujete jednoduchú ohýbačku rúrok, potom môžete robiť všetko bez výkresu.
Niektoré prevedenia sú dosť kompaktné a dajú sa bez problémov umiestniť na stôl alebo upevniť do zveráka. Iné modely – vyžadujú samostatné miesto v dielni, s tým treba tiež počítať.










Valčekové ohýbačky
Tento dizajn je medzi kutilmi veľmi populárny. Na jeho výrobu sa často používajú improvizované materiály, ktoré sú v garáži alebo dielni.
Zároveň môžu byť rozmery samotného zariadenia malé, čo vám umožní jednoducho ho nainštalovať na pracovnú plochu.
Vyrobte si takú ohýbačku svojpomocná ohýbačka rúrok pod mocou každého. A to nezaberie veľa času. Jedna z možností rozpočtu je uvedená v článku na stránke.
Kovová doska slúži ako základ ohýbacieho stroja.Nalamovacie valce (alebo prítlačné valce) je možné vyrobiť na sústruhu. Ak nie je sústruh, môžete si objednať valčeky od sústružníka.
Dva prítlačné valce sú inštalované blízko seba, na nich sú pripevnené kovové pásy. Rukoväť ohýbačky rúr môže byť vyrobená z malého kusu okrúhlej rúry.
K základni (kovovej doske) je pripevnená rukoväť-páka s valčekmi a dôrazom na obrobky.
Základňa môže byť pripevnená k stolu pomocou skrutiek, vyvŕtaných otvorov alebo jednoducho pripevnená pomocou svoriek. Môžete tiež privariť kus platne k základni, aby ste ju upevnili v kovovom zveráku.
Výroba ohýbačky rúrok z kuše
Jednou z vlastností tohto dizajnu je, že sa dá použiť v horizontálnej aj vertikálnej rovine.
A v tomto prípade sa namiesto valcovacích prítlačných valcov používa razidlo (alebo šablóna) pre konkrétny priemer potrubia. A tieto trysky je možné v prípade potreby zmeniť.
Ako si nezávisle vyrobiť ohýbačku rúrok vlastnými rukami, ktorá funguje vertikálne, si môžete prečítať v prehľadnom článku. V takýchto zariadeniach spravidla používa hydraulický pohon - z automobilového zdviháka.
Pomocou tejto domácej ohýbačky môžete ohýbať okrúhle rúry v rôznych uhloch. Časti potrubia sú zvyčajne ohnuté pod uhlom 45 a 90 stupňov.
Samotnú pečiatku je možné vyrobiť zo starej palacinky s činkami. Je potrebné ho rozrezať na štyri časti. Potom sa tri z nich zvaria. V strede je vytvorená drážka pre požadovaný priemer kruhovej rúry.
Od kanál alebo I-lúč (môžete použiť aj roh alebo plech) je vyrobené lôžko ohýbačky rúr. Samotná pečiatka je namontovaná na zdviháku. V hornej časti lôžka sú pripevnené zarážky pre potrubie.
Pokiaľ ide o os centrálneho valca bezpečne pripevnenú k rámu ohýbačky, mala by byť vyrobená z dobrej ocele.
Približne rovnaký dizajn pre ohýbačku, ktorá pracuje v horizontálnej rovine. V tomto prípade sa však používa mechanický alebo pneumatický zdvihák.



