
- 1 Medené potrubia na zásobovanie vodou - technologické vlastnosti a výhody
- Spôsoby pripojenia
- Montáž
- Ako spájkovať medené rúrky, pokyny krok za krokom
- Príprava pripojenia
- Aplikácia taviva
- Spájkovanie
- Odrody medených výrobkov
- Podľa dohody
- Podľa spôsobu výroby
- Podľa tvaru sekcie
- Podľa stupňa tvrdosti
- Typy vinutia
- Aké armatúry sú na trhu?
- Možnosť #1 - kompresné prvky
- Možnosť #2 - kapilárne armatúry
- Možnosť #3 - lisovacie tvarovky
- Druhy montážnych výrobkov
- Nuansy montážnych a spájkovacích rúrok všetkých priemerov
- Urob si sám krok za krokom v 7 krokoch
- technické údaje
- Klasifikácia rúr
- Regulačné požiadavky
- Inštalácia medených rúr na zásobovanie vodou
- Potrebné nástroje a materiály
- Postup prác
- Vlastnosti montáže
1 Medené potrubia na zásobovanie vodou - technologické vlastnosti a výhody
V prvom rade meď potrubia pre inštalatérske práce príťažlivé pre svoju silu. Pevné výrobky s priemerom 12 mm, s hrúbkou steny len 1 mm, sú určené pre pracovný tlak 100 barov pri teplote 250 °C. Medené potrubie na armatúrach, zostavené tvrdým spájkovaním, odoláva maximálnemu zaťaženiu viac ako 500 atm a teplotám do 600 °C. Mnohé materiály sa pri poklese teploty stávajú krehkými.Výnimkou je meď - pevnosť a ťažnosť tohto kovu sa zvyšuje s klesajúcou teplotou.
Táto vlastnosť zabezpečuje prípustnosť opakovaného zmrazovania a rozmrazovania medených rúrok (v závislosti od tvrdosti výrobkov až 3-krát). Ak aj dôjde k havárii, je to len na jednom mieste, na rozdiel od oceľových potrubí, v ktorých sa impulz šíri po potrubí. Odstránenie následkov zamrznutia medených výrobkov preto nie je náročné a oceľový systém je potrebné úplne vymeniť.

Medené rúry sa ľahko opracujú a sú technologicky veľmi vyspelé v ktorejkoľvek časti inštalácie: pri prechode otvorov, ohýbaní okolo rohov a iných prekážok, inštalácii zariadení, montáži odbočky na už hotové potrubie. Pre všetky práce je potrebný jednoduchý mechanizovaný a ručný nástroj.
Medené systémy sú univerzálne - armatúry a rúry rovnakého štandardu sa používajú pre všetky typy inžinierskych sietí. To zaisťuje použitie jediného spôsobu inštalácie a rovnakého zariadenia. Najbežnejšou a najspoľahlivejšou metódou spájania medených rúrok je kapilárne spájkovanie. Šírka spájkovania, dokonca aj pri malých priemeroch, nie je menšia ako 7 mm a dáva pevnosť inštalácie vyššiu ako u známych spôsobov pripojenia, vrátane akéhokoľvek typu zvárania.

Pri skúškach vždy došlo k pretrhnutiu telesa potrubia a nikdy nebola porušená tesnosť spojov vrátane servisovaných. Kapilárne spájkovanie umožňuje rýchlu a jednoduchú montáž. Jeho výhody sa prejavia najmä v porovnaní so zváraním, ktoré si vyžaduje väčšiu presnosť a opatrnosť pri práci s plastovými rúrami, alebo objemným zariadením v prípade oceľových systémov.
Okrem spojov s vysokou odolnosťou a spoľahlivosťou (lisovanie, spájkovanie, zváranie) existujú aj také, ktoré nevyžadujú špeciálne zručnosti a nástroje - pomocou armatúr pre rýchlu inštaláciu v prípade nehôd, ako aj v beztlakových systémoch (samé -uzamykanie, kompresia atď.). To poskytuje efektivitu a flexibilitu v práci inštalatéra. Závitovanie medených rúrok je zakázané, ale kombinované tvarovky umožňujú jednoduchý prechod na závitovanie lisovaním alebo spájkovaním.
Vzhľadom na plasticitu medi je možné pomocou mechanizovaného alebo ručného expandéra spájať rúrky kapilárnym spájkovaním bez použitia tvaroviek. To umožňuje (v niektorých prípadoch výrazne) znížiť náklady na systém pri jeho inštalácii. Spôsob montáže zaisťuje zaručenú stabilitu parametrov a spoľahlivosť systému.
Je povolené vložiť medené potrubie do stien a podláh, ak sa výrobky používajú v izolácii, vlnitej rúre, plášti, kde je zabezpečená tepelná rozťažnosť v dôsledku kolísania teploty privádzanej vody, alebo sú namontované v krabici. Servisné pripojenia nesmú byť monolitické bez poskytnutia prístupu k nim. Keď sú medené rúry otvorené, sú veľmi esteticky príjemné, môžu byť natreté, ale vyžadujú usporiadanie, ktoré zabraňuje riziku náhodného poškodenia.
Spôsoby pripojenia
Inštalácia týchto produktov môže byť vykonaná dvoma spôsobmi: závitovým pripojením alebo spájkovaním. Meď a zliatiny vytvorené na jej základe je možné spájať vysokoteplotným aj nízkoteplotným spájkovaním.

Pre vodovodné systémy sa používa najmä nízkoteplotné spájkovanie s použitím rôznych spájok, s výnimkou olova a cínu.Obsahujú veľký podiel olova, ktoré sa nedá použiť. na spájkovanie potrubí pitnej vody. Na montáž takýchto systémov je lepšie zvoliť spájky s obsahom cínu a medi alebo striebra. Vytvárajú kvalitný šev a spĺňajú všetky požiadavky na pevnosť, spoľahlivosť a životnosť vodovodných systémov. Ako tavidlo si môžete vziať kolofóniu - vazelínovú pastu, ktorá obsahuje kolofóniu, chlorid zinočnatý a technickú vazelínu. Má ľahko nanášateľnú konzistenciu podobnú paste.
Montáž
Inštalácia medených potrubí sa vykonáva pomocou špeciálnych spojov - armatúr alebo pomocou zvárania. Pomocou lisovacích alebo skladacích tvaroviek sú rúry pevne spojené s prvkami vykurovacieho systému, najčastejšie sa však používa zváranie. Pri inštalácii žíhaných medených rúr na miestach, kde je to potrebné, je možné ich ohýbať, aby sa znížil celkový počet spojov a spojov. Na to slúži ohýbačka rúrok, vďaka ktorej je možné získať potrebný sklon bez toho, aby bola ohrozená celková priechodnosť systému.

Inštalácia kompresných tvaroviek nevyžaduje špeciálne vybavenie: potrubie sa jednoducho vloží do drážky, kým sa nezastaví, a potom sa pevne priskrutkuje maticou, pričom samotný materiál by mal byť pritlačený k telu tvarovky. Aby sa dosiahlo maximálne prispôsobenie a úplné utesnenie, musia sa použiť dva kľúče. To je všetko vybavenie, ktoré budete potrebovať. Netreba však zabúdať na špecifiká lisovacích spojovacích prvkov, ktoré zahŕňajú úplnú kontrolu tesnosti - takéto systémy pravidelne začínajú „kvapkať“, preto by sa spoje nemali murovať, prístup k rúram by mal byť otvorený.

Lisovacie tvarovky sa inštalujú pomocou špeciálnych lisovacích strojov, ide o pomerne nákladnú možnosť inštalácie, spojenie je však pevné a spoľahlivé, ale jednodielne. Odborníci poznamenávajú, že kapilárne spájkovanie sa považuje za najuniverzálnejšiu metódu inštalácie medených potrubí, táto metóda vám umožňuje navzájom spájať segmenty rúr s rovnakým priemerom. Na tento účel sa na jednom z koncov vykoná spálenie, to znamená, že jeho priemer sa mierne zväčší, čo vám umožní vložiť jednu rúrku do druhej.

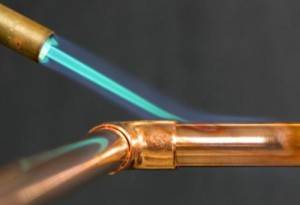
Spoj sa vyčistí špeciálnou špongiou alebo kovovou kefou a potom sa spojené povrchy potiahnu tavivom - ide o špeciálne zloženie, ktoré poskytuje maximálnu priľnavosť kovu k spájke. Takto upravené rúry sa postupne vkladajú do seba tak, aby medzera medzi nimi nepresiahla zlomok milimetra. Ďalej sa spájka ohrieva zváraným horákom a keď materiál dosiahne teplotu topenia, všetky vzniknuté medzery sa nalejú roztavenou kompozíciou.

Po naplnení švu sa musí ochladiť, preto môžete spoj spustiť do vody alebo ho môžete jednoducho nechať na vzduchu. Vo všeobecnosti je tento proces, rovnako ako oprava, pomerne jednoduchý, vyžaduje si však presnosť, dôkladnosť a dodržiavanie bezpečnostných predpisov. Medené rúrky sú esteticky príjemné, ale niekedy používatelia natierajú takéto výrobky tak, aby potrubie ladilo s celkovou koncepciou interiéru.

Je veľmi dôležité, aby farba použitá na tento účel spĺňala nasledujúce podmienky:
- náter by nemal meniť farbu pod vplyvom vysokej teploty;
- farba musí spoľahlivo chrániť pred akýmkoľvek typom vonkajších vplyvov;
- aj minimálny peeling je neprijateľný.

Potrubie je vhodné pred nanesením farby natrieť základným náterom, odborníci odporúčajú použiť olovenú kompozíciu červenej farby. Myslite na to, že farba sa do medi nevsakuje, preto ju treba veľmi opatrne rozotierať štetcom. A aj v tomto prípade sa dá dosiahnuť viac-menej rovnomerné krytie až po 2-3 vrstvách. Môžete však použiť aj farbu z rozprašovača, tá sa ukladá oveľa rovnomernejšie.








Ako pripojiť medené rúry vlastnými rukami, pozrite si nasledujúce video.
Ako spájkovať medené rúrky, pokyny krok za krokom
Postupná práca vám umožňuje získať vysokokvalitné pripojenia. Pri vykonávaní procesu sa nemusíte ponáhľať, musíte dodržiavať všetky pravidlá a odporúčania.
Príprava pripojenia
V prvej fáze sa pripravia potrebné diely požadovaných rozmerov. Na rezanie sa používa rezačka rúr, ktorá musí byť umiestnená presne kolmo na potrubie. Najprv sa rúra upne do držiaka upínadla medzi čepeľ a oporné valčeky.
 Fréza sa raz alebo dvakrát otočí okolo segmentu, ktorý sa má rezať.
Fréza sa raz alebo dvakrát otočí okolo segmentu, ktorý sa má rezať.
Potom sa skrutkový mechanizmus utiahne. Potom sa proces rezania opakuje. Takéto činnosti sa vykonávajú až do konečného rezania potrubia.
Na prípravu dielov požadovanej veľkosti môžete použiť aj pílku s kovovou čepeľou. Nie vždy je však možné s takýmto nástrojom vykonať rovnomerný rez. Okrem toho sa pri použití píly na železo vytvára veľa kovových pilín.
Preto musíte dávať veľký pozor, aby sa nedostali do systému.Koniec koncov, piliny môžu spôsobiť poškodenie drahých zariadení alebo preťaženie v inžinierskych komunikáciách.
 Rezačka rúrok vám umožňuje získať rovný rez. Potom sa z konca rúry odstránia otrepy.
Rezačka rúrok vám umožňuje získať rovný rez. Potom sa z konca rúry odstránia otrepy. Vnútorný povrch výrobku je vyčistený a odmastený. Rovnaké akcie sa vykonávajú s druhým segmentom.
Vnútorný povrch výrobku je vyčistený a odmastený. Rovnaké akcie sa vykonávajú s druhým segmentom.
V ďalšej fáze sa používa expandér rúr alebo valcovanie. Umožňuje zväčšiť priemer jedného zo segmentov, aby bolo možné diely spojiť. Medzera medzi nimi musí byť 0,02-0,4 mm. Pri menších hodnotách do nej nebude môcť vsakovať spájka a pri väčších rozmeroch nevznikne kapilárny efekt.
Aplikácia taviva
Tavidlo sa nanáša v rovnomernej vrstve v minimálnom množstve na vonkajší povrch výrobku, ktorý sa vkladá do spájaného segmentu.
 Operácia sa vykonáva štetcom. Môže byť súčasťou súpravy reagencií.
Operácia sa vykonáva štetcom. Môže byť súčasťou súpravy reagencií.
V jeho neprítomnosti sa používa štetec. Je potrebné použiť nástroj, ktorý nezanecháva vlákna.
Spájkovanie
Proces začína pripojením častí potrubia. Vykonáva sa po použití taviva.
 Na navlhčenom povrchu by nemali byť žiadne cudzie látky.
Na navlhčenom povrchu by nemali byť žiadne cudzie látky.
Keď sú potrubie a tvarovka spojené, posledný prvok sa otáča, kým sa úplne nenasadí na segment potrubia. Táto akcia tiež umožňuje, aby sa tavivo rozložilo po celej ploche, ktorá sa má spojiť. Ak z medzery medzi časťami vyjde spotrebný materiál, odstráni sa obrúskom alebo handričkou, pretože ide o agresívnu kompozíciu chemického pôvodu.
Proces nízkoteplotného spájkovania začína zapnutím horáka. Jeho plameň smeruje na miesto spájania a neustále sa pohybuje pozdĺž spoja pre jeho rovnomerné zahrievanie.Po zahriatí dielov sa na medzeru medzi nimi nanesie spájka. Spotrebný materiál sa začne topiť, ak je spoj dostatočne zahriaty. V tomto bode musí byť horák odstránený zo spoja, pretože spotrebný materiál vyplní medzeru. Mäkká spájka sa nemusí špeciálne zahrievať. K roztaveniu spotrebného materiálu dochádza pod vplyvom tepla z vyhrievaných častí.
 Mäkké spájkovanie medených rúrok
Mäkké spájkovanie medených rúrok
Spoje potrubných prvkov sa vykonávajú s konštantnou kontrolou medeného ohrevu. Kov sa nesmie prehrievať! Ak sa toto pravidlo nedodrží, tavidlo sa zničí. Preto sa oxidy z dielov neodstraňujú. V dôsledku toho sa znižuje kvalita švov.
Tvrdé spájkovanie začína rovnomerným a rýchlym ohrevom častí, ktoré sa majú spojiť. Vykonáva sa pomocou plameňa jasne modrej farby strednej intenzity.
Spájka sa aplikuje na spoj, keď sa prvky zahrejú na teplotu 750 °C. Požadovanú hodnotu dosiahne, keď sa meď stane tmavou čerešňovou farbou. Pre lepšie roztavenie spájky je možné ju dodatočne zahriať horákom.
Po ochladení švu sa spoj utrie handričkou, aby sa odstránili zvyšky taviva. V opačnom prípade môže látka spôsobiť zničenie medi. Ak sa na povrchu potrubia vytvoril prítok spájky, odstráni sa brúsnym papierom.
Odrody medených výrobkov
V súčasnosti existuje niekoľko druhov medených rúr. Nižšie sú uvedené hlavné.







Podľa dohody
Nasledujúce rúrky sa používajú na určený účel:
- na nábytok - vyrobený z chrómu - 25 mm;
- pre komerčné zariadenia - oválny výrobok - 25 mm;
- pri výrobe nábytkových podpier - 50 mm (tyč);
- pre kuchyňu - 50 a 26 mm (zábradlie a tyč).
Pri výrobe nábytku sa používa nábytkové chrómované potrubie. Používa sa v hlavnej konštrukcii nábytku - ako kovová tyč. Na rozdiel od okrúhleho má obdĺžnikový prierez. Najčastejšie používaný profil je 40*100, 40*80, 50*50.
Inštaluje sa iba na rovný povrch a používa sa aj pri opravách a v automobilkách - pri vytváraní silného rámu.
Podľa spôsobu výroby
V závislosti od spôsobu výroby sa medené rúrky používajú ako:
Nežíhané medené potrubie. Je vyrobený z čistého kovu pomocou razenia.
Má vysokú pevnosť v ťahu. V tomto prípade sa kov stáva menej ťažným, po čom existujú určité obmedzenia týkajúce sa použitia takejto trubice.
Žíhané medené rúry sú plastové, táto kvalita uľahčuje proces inštalácie
Žíhaná medená rúra. Prechádza špeciálnou technológiou spracovania. Zahreje sa na 700 stupňov Celzia a potom sa ochladí. V tomto prípade sa prvky potrubia stávajú menej pevnými, ale pružnejšími.
Okrem toho sa dobre rozťahujú - pred zlomením sa ich dĺžka zväčší 1,5-krát.
Výrobky z žíhaného potrubia sú mäkšie, takže ich inštalácia je rýchlejšia a jednoduchšia.
Podľa tvaru sekcie
Podľa tvaru sekcie prideliť:
- okrúhle vodovodné potrubia;
- prvky potrubia v tvare obdĺžnika. Používajú sa na vytváranie vodičov vo vinutí statora elektrického zariadenia, ktoré sa chladí kvapalinovou metódou.
Rozmery medených rúr je možné určiť podľa vonkajšieho priemeru, ktorý je 12–267 mm. V tomto prípade má každá veľkosť potrubia určitú hrúbku steny rovnajúcu sa 0,6–3 mm.
Pri vedení plynu do domov sa používajú rúry s hrúbkou 1 minimálne mm.
Pri inštalácii vodovodného potrubia sa v mnohých prípadoch používa medená vodovodná rúra, ktorá má rozmery: 12, 15, 18, 22 x 1 mm, 28, 35, 42 x 1,5 mm a 52 x 2 mm.
Podľa stupňa tvrdosti
Podľa stupňa tvrdosti sa používajú medené rúrky, ako napríklad:
Mäkký. Označenie je M alebo W. Sú schopné odolať expanzii bez praskania a trhania pri rozšírení vonkajšieho priemeru o 25%.
Takéto potrubné produkty sa používajú pri vytváraní vykurovacieho systému alebo pri kladení potrubí na zásobovanie spotrebiteľov vodou. Zároveň sa robí trámový rozvod potrubia do vodoinštalačných a vykurovacích zariadení.
Mäkké potrubné prvky sa vo väčšine prípadov používajú pri stavbe a opravách vodovodných potrubí. Ich pripojenie sa považuje za najjednoduchšie - dokovanie je možné vykonať bez použitia dodatočného vybavenia.
Medené rúry vydržia vysokú teplotu kvapalín, ktoré sú cez ne prepravované
Polotuhá. Majú nasledujúce označenia - P alebo NN. Takéto potrubné produkty sú schopné odolať expanzii s nárastom priemeru o 15%.
Keď sú inštalované, vykurovanie sa používa na spojenie rúrok bez použitia armatúr. Na ohýbanie alebo neohýbanie polotuhých výrobkov sa používa ohýbačka rúr na medené rúry.
Pevné. Označujú sa nasledujúcimi písmenami - T alebo H. Pri ich inštalácii sa rozvod vykonáva len počas vykurovania. Na ohýbanie rúry použite ohýbačku rúr.
Posledné 2 druhy medených výrobkov sa používajú pri stavbe rôznych diaľnic.
Takéto časti sa tiež používajú pri konštrukcii potrubia, ktoré by malo mať zvýšenú mechanickú pevnosť.
Utesnenie takýchto rúrok sa považuje za dôležitý proces. Koniec koncov, ich uvoľnenie môže nastať kedykoľvek - napríklad pri vyčerpaní tmelu. V prípade takejto situácie bude potrebné škáry úplne prerobiť.








Typy vinutia
Výrobcovia používajú rôzne typy vinutí pre medené rúry:
- páska FUM. Táto páska sa používa vo všetkých typoch závitových spojov;
- vytvrdzujúci tmel pre inštalatérske práce. Takýto materiál sa používa v rôznych podnikoch aj v každodennom živote;
- domáci tmel pre inštalatérske práce. Potrubie, ktoré sú inštalované v domoch zo 40. rokov 20. storočia, netečie.
Túto metódu je možné použiť aj vtedy, ak je potrebné vykonať vykurovanie z medených rúrok.
Ak nie je k dispozícii červené olovo, mala by sa použiť obyčajná farba PF.
Utesnenie pri práci so systémami na vedenie tekutiny je povinné
Aké armatúry sú na trhu?
Medené potrubia sú pomerne jednoduché a ľahko sa inštalujú. Je to spôsobené prítomnosťou veľkého počtu typov pripojení a armatúr pre ne, čo umožňuje vykonávať systémy komplexnej konfigurácie. Pri vykonávaní inštalačných prác nie je potrebné objemné špeciálne vybavenie. Spoje v medených potrubiach sa považujú za najspoľahlivejšie prvky. V závislosti od použitého spôsobu pripojenia existuje niekoľko typov armatúr.
Možnosť #1 - kompresné prvky
Diely sú vybavené špeciálnym kompresným krúžkom, ktorý zaisťuje tesnosť spojenia a upevňuje armatúru k potrubiu. Prvok sa doťahuje ručne pomocou prevlečnej matice a kľúča. Hlavnou výhodou kompresných častí je jednoduchá inštalácia.Nevyžaduje sa žiadne špeciálne vybavenie ani kúrenie. Pomocou tejto metódy môžete potrubie namontovať na najneprístupnejšie miesta. Náklady na inštaláciu sú nízke a výsledný systém je celkom odolný a tesný. Kompresné armatúry majú tiež nevýhody. Nie sú určené pre vysoký tlak, je potrebné ich pravidelne kontrolovať a doťahovať. Konkretizovať takéto detaily je nemožné.
Teoreticky kompresné prvky poskytujú skladateľné spojenie. Prax však ukazuje, že po prvej demontáži a montáži spoľahlivosť montáže prudko klesá a treba ju meniť. Existujú dva typy kompresných tvaroviek. Sú označené písmenami A a B.
- Časti A sa používajú pre nadzemné potrubia vyrobené z polotuhej medi.
- Časti B sa používajú na usporiadanie pozemných a podzemných komunikácií z rúr vyrobených z polotvrdých a mäkkých druhov kovov.
Inštalácia častí oboch typov sa vykonáva podľa podobnej schémy.
Na obrázku je znázornené kompresné zariadenie. Ľahko sa inštaluje, ale poskytuje slabé pripojenie, ktoré si vyžaduje pravidelné monitorovanie.
Možnosť #2 - kapilárne armatúry
Spájkované medené tvarovky sa nazývajú kapilárne tvarovky. Spájajú rúrky pomocou spájky, to znamená medeného, cínového alebo strieborného drôtu, ktorý sa nachádza pod vnútorným závitom dielu. Pri montáži sa armatúra nasadí na potrubie, ktoré je vopred natreté tavivom. Oblasť spoja sa zahrieva horákom, kým sa kovová spájka neroztopí a nevyplní malú medzeru medzi armatúrou a rúrkou. Potom sa diely nechajú vychladnúť. Potom sa vykoná vonkajšie čistenie pomocou špeciálneho nástroja.Potrubie je pripravené na použitie.
Proces spájkovania armatúry zahŕňa použitie spájky, ktorá po roztavení vyplní medzeru medzi časťami.
Za výhodu tohto spôsobu pripojenia možno považovať vysokú spoľahlivosť. Maximálny prevádzkový tlak zostavy je 40 barov pri teplote systému 150°C. Kapilárna metóda poskytuje veľmi rovnomerný a čistý šev, počas práce sa používa minimálne množstvo spájky, náklady na inštalačné práce sú celkom demokratické. Relatívne nevýhody metódy zahŕňajú povinnú prítomnosť horáka a potrebu určitej kvalifikácie a skúseností pre osobu, ktorá sa bude podieľať na inštalácii.
Možnosť #3 - lisovacie tvarovky
Princíp činnosti dielov je založený na využití plasticity medi a jej náchylnosti na deformácie, ktoré vznikajú pri mechanickom namáhaní. Na získanie takéhoto spojenia sa rúra, ktorá sa predtým vloží do lisovacej tvarovky, zalisuje lisovacími kliešťami. Minimálna lisovacia sila 32 kN. To vám umožní vytvoriť pevné spojenie z jedného kusu. Pozdĺž obrysu lisovacej tvarovky je položený tesniaci krúžok, ktorý zaisťuje tesnosť spojenia. Spojovacia časť sa môže otáčať, tesnosť a pevnosť tým netrpia. Konštrukčne sa lisovacie tvarovky líšia v častiach s dvojitým a jednoduchým obrysom deformačného stlačenia.
Hlavnou výhodou týchto prvkov je možnosť rýchlej inštalácie bez použitia elektrických ohrievačov alebo otvoreného plameňa. Sú inštalované v zariadeniach, kde je zakázané používanie horákov s otvoreným plameňom, ako aj vo vnútri rôznych nádrží, nádrží a kontajnerov. Výsledné spojenie je pevnejšie ako spojenie vytvorené s kompresnými dielmi.Nevýhody prvkov zahŕňajú vyššiu cenu ako spájkovacie armatúry a potrebu použitia špeciálneho vybavenia pri inštalácii - hydraulické alebo elektrické lisy so sadou klieští rôznych profilov a priemerov.
Na inštaláciu lisovacích tvaroviek budete musieť použiť elektrický alebo hydraulický lis so sadou klieští rôznych priemerov a tvarov
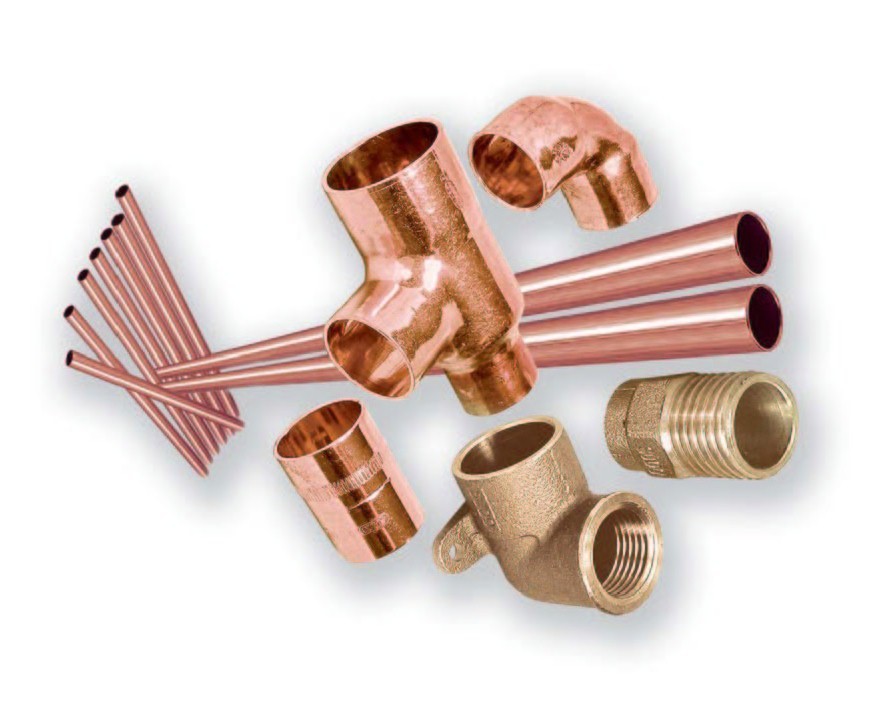
Druhy montážnych výrobkov
Spojovacie prvky z kovu a plastu sa vyrábajú v rovnakých modifikáciách ako oceľové a plastové výrobky:
- Priame spojky. Najjednoduchší typ výrobku na spojenie dvoch rúrok rovnakého priemeru.
- Prechodové spojky. Výrobky používané na pripojenie rúrok rôznych veľkostí.
- Štvorce. Tvarovky, ktoré vám umožňujú spojiť dve rúry v pravom uhle.
- Pobočky. Produkty, ktoré umožňujú meniť vzájomnú polohu rúr od 45 do 120 °.
- Kríže. Konektory určené na spojenie štyroch rúrok pod uhlom 90°.
- Odpaliská. Tvarovky spájajúce tri kusy potrubia, z ktorých jeden je inštalovaný kolmo na ďalšie dva.
- Zástrčky. Výrobky určené na uzavretie koncovej časti potrubia. Majú vnútorný alebo vonkajší závit na zaskrutkovanie do potrubia.
- bradavky. Armatúry, čo sú výrobky s vonkajšími závitmi na oboch koncoch, pomocou ktorých sa spájajú s ostatnými úsekmi potrubia.
- Futorki. Výrobky používané na pripojenie potrubí k meracím prístrojom. Na jednom konci majú vnútorný závit a na druhom vonkajší závit.
- Kovanie. Prvky, ktoré umožňujú pripojenie potrubia k technologickému zariadeniu (kotol, kotol, filter, výmenník tepla, kolektor).
- Pohony.Používa sa na zväčšenie dĺžky potrubia pomocou vnútorného alebo vonkajšieho závitu.
- Američania. Výrobky pripomínajúce ostrohy s prevlečnou maticou. Môžu byť rovné a uhlové, čo vám umožní zmeniť smer pohybu pripojených rúr.

Všetky uvedené typy tvaroviek majú závit – vonkajší, vnútorný alebo kombinovaný. Okrem nich existujú aj jednodielne spojovacie prvky, ako aj výrobky spojené zváraním alebo kapilárnym spájkovaním.
Spojovacie prvky z vyššie uvedeného zoznamu sú najobľúbenejšie typy armatúr, ktoré sa používajú pri inštalácii potrubí. Pri inštalácii zložitejších a vysoko špecializovaných inžinierskych systémov je možné použiť ďalšie špeciálne armatúry - poistné matice, sudy, predĺženia a ďalšie prvky.
Nuansy montážnych a spájkovacích rúrok všetkých priemerov
Medené rúry a armatúry pre inštalatérske práce sú spojené závitovaním alebo spájkovaním, prvá metóda sa považuje za jednoduchšiu a dostupnejšiu pre neprofesionálov. Práca začína vypracovaním schémy zapojenia a počítaním záberov, pri absencii skúseností sa odporúča poskytnúť rezervu 3-5 m.
Urob si sám krok za krokom v 7 krokoch
Medené inštalatérske práce s vlastnými rukami so závitovými pripojeniami sa montujú v nasledujúcom poradí:
- Rezanie rúr.
- Čistenie pilníkom od otrepov v oblasti rezu, na rúrach s PVC izoláciou sa čistí izolačná vrstva.
- Odstránenie skosenia.
- Nasadenie prevlečnej matice a objímky na potrubie.
- Príprava armatúry, spárovanie s maticou a utiahnutie spoja (najskôr rukou, potom kľúčom).
- Spojenie oceľových rúr (ak je to potrebné) pomocou prechodových tvaroviek, povinné utesnenie závitových spojov.
- Skúška netesnosti.
Medené rúry a armatúry pre inštalatérske práce musia byť správne nainštalované.
Kontrola stavu spojov a správna montáž
Montáž medenej vodovodnej rúry pomocou lisovacích tvaroviek sa považuje za celkom spoľahlivú, kvalita tesnenia závisí od sily krútenia. Na túto operáciu sa odporúča použiť špeciálne pneumatické alebo hydraulické kliešte. Nevýhodou tejto metódy je zhoršenie vzhľadu vodovodného potrubia v spojoch, ak vzhľad zohráva rozhodujúcu úlohu, potom by mali byť úseky spojené spájkovaním.









Spájkovanie sa považuje za najspoľahlivejší spôsob pripojenia medených rúrok. Postupnosť činností je takmer rovnaká ako pri montáži s lisovacími tvarovkami: rúry sú rezané a starostlivo chránené pred otrepmi
Je dôležité utrieť produkty od prachu a zvyškov oxidového filmu (zvnútra aj zvonku). Potom sa na vonkajší povrch potrubia aplikuje tok, vloží sa armatúra s povinnou medzerou, oblasť spoja sa rovnomerne zahreje horákom alebo horákom, pri výbere druhej možnosti by sa malo zabrániť prehriatiu. Aby ste skontrolovali, či bola dosiahnutá požadovaná teplota, stačí sa ľahko dotknúť spájky, ak sa roztopí, oblasť sa už zahreje
Potom sa spájka vloží do ľavej medzery a šev sa utesní
Ak chcete skontrolovať, či bola dosiahnutá požadovaná teplota, stačí sa ľahko dotknúť spájky, ak sa roztopí, oblasť sa už zahreje. Potom sa spájka vloží do ľavej medzery a šev sa utesní.
Dôležitá nuansa spájkovania: počas zahrievania a pripojenia musí časť budúceho potrubia zostať nehybná.Akékoľvek úsilie a pohyby sú povolené až po stuhnutí spájky. Na konci montáže je potrebné systém umyť od zvyškov taviva.
POZERAJ VIDEO
Vyhrievané výrobky sa dajú ľahko ohýbať, na dodanie požadovaného tvaru pri zachovaní sekcie sa používajú špeciálne pružiny. Optimálnym zariadením na výrobu ohýbaných prvkov je špeciálna ohýbačka rúr, jej nákup je vhodný pre veľké objemy prác. Časti zostavené spájkovaním systému vyzerajú úhľadnejšie ako časti ohnuté závitovaním. Ale napriek zjavným výhodám a spoľahlivosti tejto metódy sa spájkovanie nevykonáva na výbušných miestach v dôsledku otvoreného ohňa. Protipožiarne opatrenia sú povinné. Medené rúry a vodovodné armatúry sú široko používané v stavebníctve.
technické údaje
Trieda neželezného kovu má významný vplyv na technické vlastnosti valcovaných rúr z tohto materiálu. V zásade sú medené vodovodné potrubia vyrobené z čistej medi. Pri výrobe valcovaných výrobkov sa používajú aj zliatiny tohto kovu. Obsahujú legujúce zložky v malom množstve.
Percento špecifických nečistôt v medi ovplyvňuje prevádzkové podmienky, mechanické a technologické vlastnosti rúr. Elasticita a pevnosť neželezného kovu sa zvyšuje pridaním zinku, olova, železa a cínu.
Odolnosť zliatiny proti korózii sa zvyšuje pomocou fosforu. Mechanickú odolnosť medi zvyšuje berýlium a hliník. Výrobcovia valcovanej ocele používajú mangán na zníženie vplyvu nežiaducich nečistôt na materiál.
Klasifikácia rúr
Medené rúry majú rôzny priemer.Priepustnosť komunikácie závisí od veľkosti úseku. Štandardný rozsah priemerov rúr sa pohybuje od 1/4″ do 2″. Vo vnútri obydlia sa používajú hlavne potrubia nasledujúcich veľkostí:
- 1/2″ - pre sprchu a vaňu;
- 3/8″ - pre kuchynskú batériu a umývadlo;
- 1/4″ - pre pripojenie WC, bidetu a výrobníka ľadu.
 Medené vodovodné potrubie v sprche.
Medené vodovodné potrubie v sprche.
Výrobcovia vyrábajú dva typy medených rúr:
- Žíhané výrobky sú mäkké výrobky, ktoré boli ošetrené vysokou teplotou 550-650 °C. Žíhanie trvá 60-90 minút, potom zohriate obrobky postupne vychladnú. Proces umožňuje získať flexibilné potrubia, ktoré sú odolné voči vysokému tlaku, náhlym zmenám teploty a vlhkému prostrediu.
- Nežíhané výrobky sú tuhé výrobky s vyššou pevnosťou, ale menšou elasticitou.
Je možné zakúpiť valcované výrobky v špeciálnej izolácii s PVC plášťom. Na povrchu tohto typu produktu sa netvorí kondenzát.
Vyrábané medené rúry sa líšia aj hrúbkou steny. Oblasť použitia valcovaného výrobku závisí od parametra, pretože táto charakteristika ovplyvňuje najvyšší pracovný tlak v systéme.
Hrubostenné výrobky s písmenom "K" sa používajú na vstup a v protipožiarnych sieťach. Výrobky s hrubými stenami sú často položené v zemi. Na spojenie jednotlivých úsekov takéhoto valcovania rúr sa často používajú kompresné tvarovky.
Tenkostenné výrobky s písmenom "M" sa používajú na vytváranie domácich sietí, ale majú veľké množstvo obmedzení. Najčastejšie sa pri inštalácii vodovodných systémov používajú rúry označené "L".
Regulačné požiadavky
Výrobky s hrubými stenami, vyrobené lisovaním a použitím deformácie za studena, musia spĺňať špecifikácie uvedené v GOST 617-2006. Ťahaná tenkostenná rúra je vyrobená v súlade s GOST 11383-75.
Známi a zodpovední výrobcovia vyrábajú vysoko presné výrobky. Jeho vlastnosti zodpovedajú GOST 26877-2008. Pri výrobe medených rúr sa používajú zliatiny a primárna meď v súlade s požiadavkami GOST 859-2001.
Inštalácia medených rúr na zásobovanie vodou
Pred začatím práce musíte zostaviť schému budúcej vodovodnej konštrukcie a na jej základe vypočítať záber valcovaného potrubia a počet spojovacích prvkov (lisovacie spojky, T-kusy, ohyby, adaptéry atď.).
Potrebné nástroje a materiály
Ak chcete vykonať inštaláciu zliatiny medi valcovanej do rúrok, musíte pripraviť sadu nástrojov, ktorá pozostáva z:
- Píly na kov alebo rezačky rúr.
- Kliešte.
- Manuálny kalibrátor.
- Kľúče alebo plynový horák (na ohrev časti potrubia pri spájaní častí spájkovaním).
- Súbor.
Na spájanie častí potrubia budú v závislosti od zvoleného spôsobu pripojenia potrebné nasledujúce materiály:
- Kovanie.
- FUM - páska na utesnenie spojov rozoberateľných armatúr.
- Spájka a tavidlo (v prípade spájkovacích produktov).
Preventívne opatrenia
Spájkovanie medených výrobkov sa vykonáva pri zahrievaní na vysoké teploty, preto je potrebné pri práci nosiť ochranný odev a používať protipožiarny štít. Z častí, ktoré sa majú spojiť v kontaktnej zóne, je potrebné odstrániť gumové alebo plastové oplety. Ventil, ktorý sa má inštalovať, sa musí odskrutkovať, aby sa tesniace krúžky neroztavili.










Pri spájkovaní medených výrobkov v už nainštalovanom potrubnom systéme by mali byť všetky uzatváracie ventily otvorené tak, aby hladina tlaku v potrubiach neprekročila prípustné hodnoty v dôsledku zahrievania niektorých úsekov.
Postup prác
Dokovanie segmentov potrubia pomocou tvaroviek sa vykonáva v nasledujúcom poradí:
- Odrežte časti potrubia na požadovanú veľkosť.
- Ak je prívod vody zostavený z medených rúrok s PVC izoláciou, potom by sa táto vrstva mala odstrániť na koncoch výrobkov.
- Vyčistite čiaru rezu pilníkom.
- Odstráňte skosenie.
- Nasaďte striedavo prevlečnú maticu a kompresný krúžok.
- Pripojte armatúru k matici a utiahnite závity najskôr rukou a potom kľúčom.
- V miestach, kde sa montuje prechodová tvarovka z medenej rúry na oceľovú rúru, je tesnosť spojov zabezpečená použitím FUM - pásky.
Pri pripájaní potrubí spájkovaním vlastnými rukami musíte dodržiavať vyššie opísané opatrenia a mať určité zručnosti. Proces prípravy a samotné spájkovanie zahŕňa nasledujúce kroky:
- Rezanie požadovaných dĺžok rúr pomocou rezačky rúr alebo pílky.
- Odstránenie tepelne izolačnej vrstvy (ak existuje) a výsledných otrepov na ich koncoch.
- Odstránenie oxidového filmu v zóne spájkovania jemným brúsnym brúsnym papierom.
- Tvarové brúsenie.
- Mazanie vonkajšieho povrchu dielov tavidlom.
- Zasunutie konca rúry do tvarovky tak, aby medzi časťami zostala medzera nie väčšia ako 0,4 mm.
- Zahrievanie kontaktnej zóny prvkov plynového horáka (obrázok nižšie).
- Vloženie spájky do medzery medzi armatúrou a koncom medenej rúrky.
- Spájkovaný šev.
- Prepláchnutie systému od častíc taviva.
Proces spájkovania valcovaných výrobkov z medených rúr si môžete pozrieť na videu:
Vlastnosti montáže
Montáž spájkovaním tvorí jednodielne spojenia, ktoré nevyžadujú údržbu a sú považované za najspoľahlivejšie v prevádzke. Ale aby ste mohli spájkovať medené inštalatérske práce, musíte mať dostatočné skúsenosti s týmto typom práce a príslušné znalosti. Začiatočníci môžu použiť nasledujúce odporúčania:
- Čistenie medených výrobkov by sa nemalo vykonávať abrazívnymi čistiacimi prostriedkami, hrubým brúsnym papierom alebo drôtenou kefou, pretože poškriabajú meď. Hlboké ryhy na povrchu zasahujú do spájkovaného spoja.
- Flux je pomerne agresívna látka s vysokou chemickou aktivitou. Naneste ho v tenkej vrstve pomocou štetca. Ak sú na povrchu prebytky, na konci procesu spájania dielov sa musia okamžite odstrániť.
- Kontaktná zóna by mala byť dostatočne zahriata, ale nie nadmerne, aby sa zabránilo roztaveniu kovu. Samotná spájka by sa nemala zahrievať. Mal by sa aplikovať na zahriaty povrch dielu - ak sa začne topiť, môžete začať spájkovať.
- Rúry je potrebné ohýbať, aby sa predišlo záhybom a krúteniu.
- Inštalácia medených výrobkov by sa mala vykonávať pred hliníkovými alebo oceľovými profilmi v smere toku vody, aby sa zabránilo rýchlej korózii týchto profilov.
- Na prechod medených rúrok na profily z iných kovov sa odporúča použiť tvarovky z mosadze, bronzu alebo nehrdzavejúcej ocele.



