- tipy a triky
- Spájkovanie
- Ako správne namazať kohútik
- Druhy tesniacich pások
- Anaeróbne lepiace tmely
- Spojky
- Dokovacie rúry vyrobené z kovu a plastu
- Prírubové pripojenie plynových potrubí
- GOI leštiaca pasta Archimedes Norma
- Tabuľka 1. Brúsivo GOST 3647-80
- Čo je leštiaca schopnosť
- Poradie lapovania
- Poradie lapovania je nasledovné:
- Bielizeň
- Ktoré tesnenie je lepšie zvoliť na inštaláciu vykurovacieho systému
- Účel a rozmanitosť termotmelov
- Hlavné technické vlastnosti tesniacej pásky
- Pravidlá pre spájkovanie medi
- Spájkovanie veľkých dielov
- Spájkovacie drôty alebo drôty
- Misky na spájkovanie alebo spájkovacie otvory v medi
- Metódy kontroly tesnosti spojov
- Vlastnosti inštalácie závitových armatúr
- Pokyny na inštaláciu krok za krokom
- Kovová rúrková prípojka bez závitu
- Tesnenie ľanovou niťou
- Otázka balenia
tipy a triky
Profesionálni remeselníci zdieľajú niekoľko odporúčaní, ako urobiť tesniace závitové spojenia čo najjednoduchšie a najodolnejšie.
- Nebojte sa, že nevytvrdnutý tmel vytečie zvnútra potrubia. Nestvrdne a počas prevádzky vodovodného systému sa jednoducho zmyje vodou.Anaeróbne gély sú úplne neškodné, ale aj tak je lepšie nechať kohútik chvíľu otvorený, aby sa prebytočný tmel úplne odstránil.
- Pri skrutkovaní spojov ošetrených tmelom na závity nie je potrebné doťahovať závity kľúčmi. Maximálne úsilie rúk bude úplne stačiť, ale musíte to naozaj zabaliť zo všetkých síl.
- Ak je potrubie krehké, potom sa nemusíte pokúšať odvíjať spoj ošetrený tmelmi. Teplo sa musí aplikovať okamžite. 170 stupňov bude stačiť.
- Ak je to možné, je najlepšie zdržať sa používania tmelov na dočasné inštalácie. Demontáž spojov bude vyžadovať veľa času a úsilia, ktoré sa úplne nevyplácajú. Na dočasné použitie je najlepšie uchýliť sa k použitiu tesniacich nití alebo bielizne.
Vlastnosti tmelu na závity nájdete v nasledujúcom videu.
Spájkovanie
 Zariadenia na spájkovanie polyetylénových rúr
Zariadenia na spájkovanie polyetylénových rúr
Správnejšie by bolo povedať spájkovanie na tupo. Používa sa aj na polyetylénové rúry. Podmienkou jej realizácie bude pohyblivosť dvoch kĺbových častí. V opačnom prípade sa proces preruší. Pokiaľ ide o účinnosť, nie je horší ako elektrofúzia. Na vykonanie práce budete potrebovať modulárnu jednotku. Jeho súčasťou sú hydraulická jednotka, rezačka, spájkovačka a centralizátor. Pre správne použitie postupujte nasledovne:
- Vložky sa montujú do špeciálneho zveráka podľa veľkosti spracovávaného potrubia.
- Rúry sú upnuté. Nebuďte horliví, ak skrutky príliš utiahnete, koniec stratí tvar kruhu, čo povedie k problémom.
- Spájkované miesta sú očistené od nečistôt a prachu.
- Stavebný nôž alebo iné zariadenie eliminuje prípadné triesky na skosení.
- Na hydraulickom bloku sa ventil pomaly otvára skôr, ako sa začne pohyb komponentov na centralizéri. Hodnota tlaku je označená ako pracovná.
- Časti sú vyšľachtené, medzi ne je vložený trimmer. Spustí sa a radenie sa vykoná znova. Po niekoľkých otáčkach nožov je možné prístroj vybrať.
- Pre kontrolu správnosti a rovnomernosti spoja sa trysky opäť posúvajú a dobre kontrolujú.
- Spoje sa odmasťujú rozpúšťadlom alebo alkoholovým tampónom.
- Spájkovačka sa zahreje.
- Po dosiahnutí nastavenej teploty sa inštaluje medzi diely.
- Tlak na spájkovanie sa nastaví podľa tabuľky a moduly centralizátora sa opäť posunú. Sú držané v napätí až do vytvorenia prítoku 1 mm.
- Potom sa tlak uvoľní a zohrievajú sa ešte niekoľko sekúnd.
- Časti sa od seba vzdialia a ohrievač sa odstráni. Do 5 sekúnd sa musia znova pripojiť k napájaniu na ďalších 5 sekúnd. Potom sa sila odstráni a čaká sa na čas chladenia.
Až do konca časového obdobia určeného na chladenie sa v žiadnom prípade nesmie zverák demontovať alebo rúry akýmkoľvek spôsobom nakláňať. To môže viesť k zníženiu tlaku.
Ako správne namazať kohútik
Všeobecný algoritmus na opravu akéhokoľvek plynového ventilu pozostáva z nasledujúcich krokov:
- Zatvorte prívod plynu.
- Odpojte sieť v rozvádzači. Ak je tam z nejakého dôvodu zablokovaný prístup, vypnite všetky elektrické spotrebiče a svietidlá zo zásuviek.
- Odstráňte všetky horľavé materiály a náčinie (vrátane zápaliek, rozpúšťadiel atď.).
- Zatvorte kuchynské dvere a otvorte okno.
- Demontujte kohútik.
- Upchajte stúpacie potrubie vlhkou handričkou.
- Naneste lubrikant.
- Odstráňte handry a zostavte kohútik.
- Vetrajte miestnosť.
Demontáž žeriavu vyžaduje skúsenosti a extrémnu presnosť. Ak potrebujete premazať plynové vedenie na sporáku, budete musieť demontovať otočné taniere (vlajky) a predný alebo horný panel pod nimi. Zariadenie kohútika sa otvorí.

Pri sporákoch typu Hephaestus nie je potrebné zdvíhať panel s horákmi - predný kryt sa odstráni sám, pričom je to celkom jednoduché, pretože je pripevnený k samorezným skrutkám. Ventily sú upevnené pomocou prírub pomocou dvoch skrutiek - na ich odstránenie budete potrebovať krížový skrutkovač.
Druhy tesniacich pások
Tento materiál sa vyrába vo forme navinutia na cievke s dĺžkou až 10 metrov. Úspešne sa používa na navíjanie na potrubné závity v tlakových systémoch vrátane vodovodných, plynárenských a kúrených.
Jeho účelom v spojoch je deformovateľné plnivo, ktoré pôsobí ako závitové mazivo, čo prispieva k zvýšeniu tesnosti. Toto tesnenie je dostupné v 3 typoch:
- typ 1 - na použitie v potrubných systémoch na prepravu agresívnych kvapalín, používa sa pomocou čistenej vazelíny;
- typ 2 - na čerpanie silných oxidantov, čo zakazuje použitie dodatočného tmelu vo forme olejov;
- typ 3 - používa sa na prepravu relatívne čistých kvapalín a plynov, použitie mazania je vylúčené.
Anaeróbne lepiace tmely
Tento materiál má dobrú viskozitu a tekutú konzistenciu. Dokážu nájsť dlhý čas na čerstvom vzduchu bez toho, aby zmenili svoje vlastnosti. Keď sa dostanú do závitových spojov, kde nie je vzduch, polymerizujú bez zmrštenia. Výsledkom je veľmi pevná a pevná látka, svojimi vlastnosťami podobná plastu. Poskytuje vynikajúce utesnenie a úplne vypĺňa medzeru v závite bez ohľadu na tlak kvapaliny alebo plynu v potrubí.Dôležitou výhodou anaeróbnych lepidiel je, že sa menia na pevnú látku iba v závitových spojoch a na voľnom vzduchu zostávajú tekuté a neupchávajú zariadenia a ventily. Dajú sa ľahko odstrániť z povrchu. Tento materiál je široko používaný v priemysle.
Anaeróbne lepidlá je možné jednoducho aplikovať priamo z obalu. Pri hromadnej práci sa oplatí používať dávkovače. Rôzne typy lepidiel majú rôzne časy polymerizácie látky, od 3 minút do niekoľkých hodín. Výber konkrétneho lepidla závisí od technickej úlohy. Ak potrebujete rýchlu inštaláciu, potom by ste mali použiť lepidlo s krátkym časom vytvrdnutia. V situácii, keď je potrebné spojenie upraviť, potom môžete zvoliť lepidlo, ktoré po chvíli nadobudne konečný tvar.
Spoj utesnený anaeróbnym lepidlom je možné rozobrať pomocou bežných nástrojov. Po vytvrdnutí je lepidlo netoxické, vďaka čomu je vhodné na použitie v potravinárskom priemysle. Prevádzková teplota anaeróbnych tmelov je od -55 do +150 stupňov Celzia. Niektoré typy lepidiel vydržia až +200 stupňov. Pri krátkodobom vystavení vyšším teplotám môžu pokračovať vo svojej práci bez zmeny vlastností.
Náklady na anaeróbne lepidlá sú vyššie ako iné typy tmelov. Deklarovanú cenu však plne vychádzajú. Spoľahlivosť spojenia pomocou anaeróbneho lepidla je oveľa vyššia ako u akéhokoľvek iného materiálu. Každý majiteľ si sám vyberie, čo je pre neho dôležitejšie: dôvera a spoľahlivosť alebo pravdepodobnosť veľkých strát v prípade poruchy systému.
Medzi nesporné výhody anaeróbneho lepiaceho tmelu patrí jednoduchosť použitia, utesnenie závitov bez ohľadu na silu, jednoduchá inštalácia systému vďaka mazivosti, schopnosť odolať väčšiemu tlaku plynu alebo kvapaliny, lepšia hodnota za peniaze, zachovanie tekutej formy na voľnom priestranstve vzduchu.
Medzi nevýhody tejto látky patrí nemožnosť použitia v oxidačnom a kyslíkovom prostredí a pri nízkych teplotách v dôsledku predĺženia doby polymerizácie. Táto kompozícia môže byť použitá výlučne na suché závity a neodporúča sa na inštaláciu rúrok s priemerom väčším ako M80.
Spojky
Pri opravách plynových a vodných systémov alebo položení nových vzniká otázka: aký je najlepší spôsob pripojenia stúpačiek a utesnenia spojov, ktoré sa objavili.
Ak hovoríme o odpojiteľných spojeniach, potom je najlepšie spojiť stúpačky pomocou spojok. Môžu byť použité ako vo forme armatúr, tak aj ako adaptéry, ak sú lineárne rozmery vrátane priemerov závitových potrubných spojov odlišné.
- spoľahlivosť;
- dostupnosť a šírka sortimentu;
- rýchlosť, jednoduchosť montáže a demontáže;
- nízke náklady.
V závislosti od typov stúpačiek sa vyrábajú podobné spojovacie armatúry. Rovnakým spôsobom sa vyberá tmel. Ak sa kovové armatúry najčastejšie utesňujú kúdeľou s olejovou farbou, potom sa na plastové diely najlepšie hodí páska FUM a syntetický tmel, najmä anaeróbny tmel.
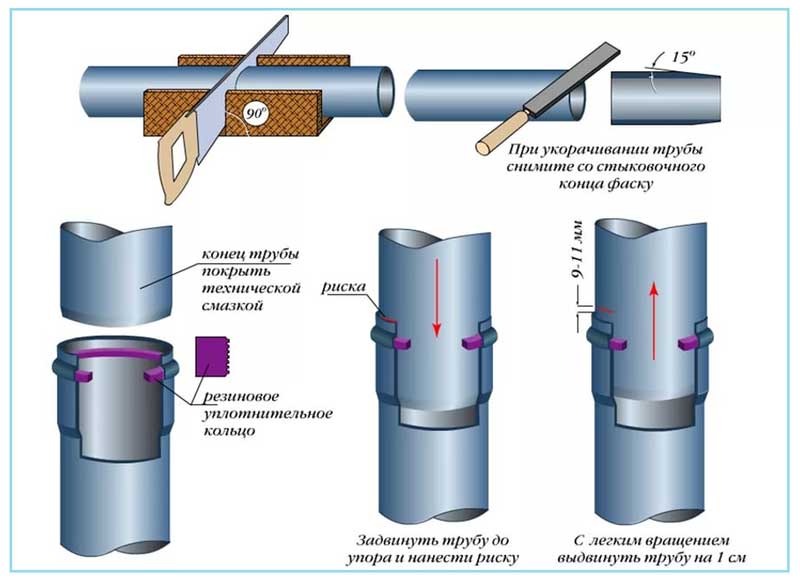
Dokovacie rúry vyrobené z kovu a plastu
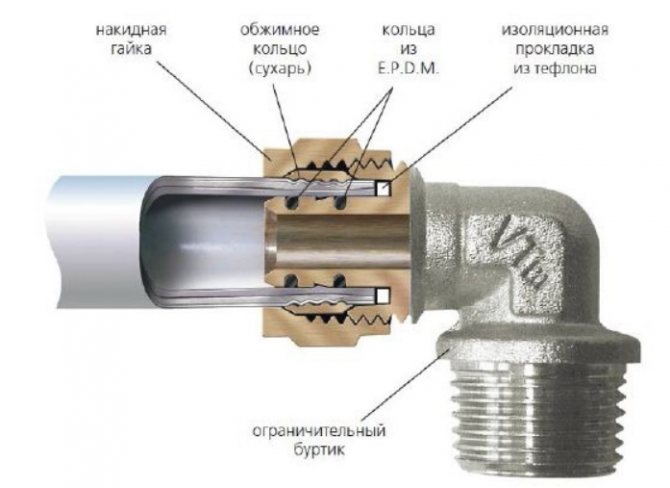
Obľúbenosť polymérových rúr v domácich rozvodoch často vyžaduje ich pripojenie k existujúcim kovovým rúram. Na tento účel sa používajú špeciálne adaptéry. Najbežnejšie z nich sú tvarovky nazývané "americké" alebo "vsuvky".







Americký adaptér sa skladá z dvoch častí. Na jednom konci kovovej časti je aplikovaný vonkajší alebo vnútorný závit v závislosti od typu rezu rúry, ktorá sa má pripojiť. Na druhom konci je vonkajší závit. Druhá časť je vyrobená z plastu, ukončená prevlečnou maticou s vnútorným závitom. Obe časti sú navzájom spojené naskrutkovaním matice na závit kovového prvku. Tesnenie spoja - cez tesniace tesnenie vo vnútri prevlečnej matice.
Americký adaptér spájajúci kov a plast
Prvá časť adaptéra je zaskrutkovaná do pripájanej kovovej rúrky a výstupná rúrka je privarená polymérnym zváraním k plastovému potrubiu.
Vsuvka je polymérová objímka, vo vnútri ktorej je prispájkovaná kovová časť so závitom. Poskytuje spojenie s oceľovou rúrkou a samotná manžeta je privarená k plastovému potrubiu.
Prírubové pripojenie plynových potrubí
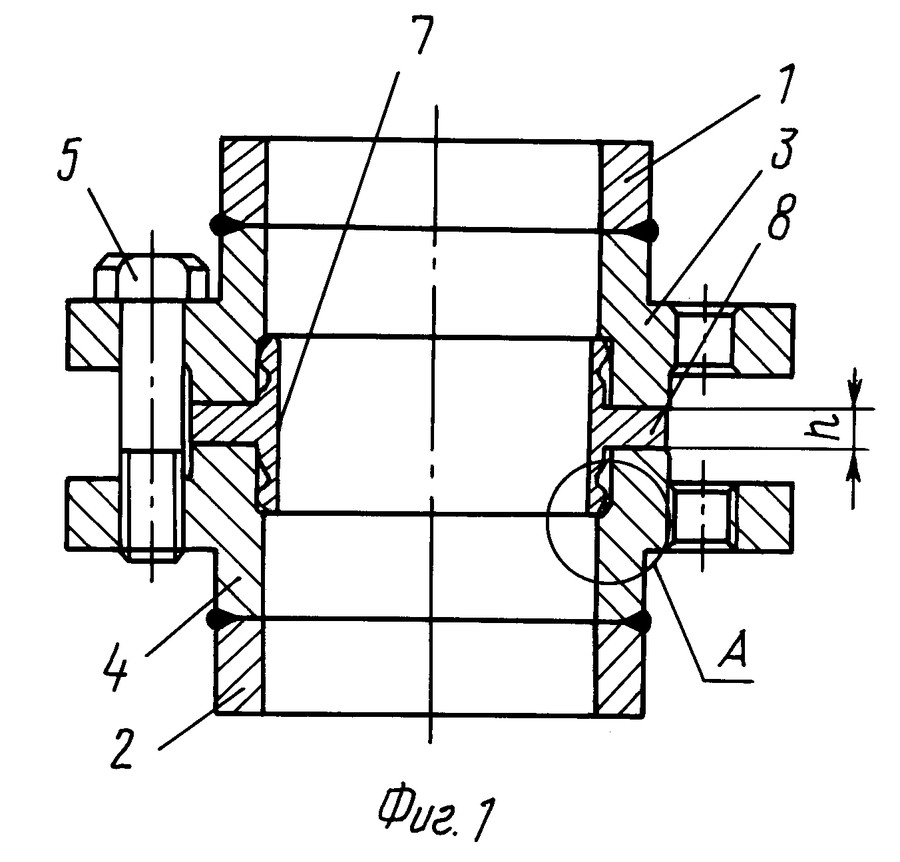
 Prírubové spojenie je najbežnejším typom odnímateľného potrubného spojenia.
Prírubové spojenie je najbežnejším typom odnímateľného potrubného spojenia.
Vďaka jednoduchosti dizajnu, ľahkej demontáži a montáži. Zároveň sú však vysoké náklady na prácu a nízka spoľahlivosť spojenia v porovnaní so zváraným.
A ak sa zmení tlak prepravovaného média, môže dôjsť k úniku plynu.
Prírubové spojenie pozostáva z:
- z 2 prírub;
- upevňovacie prvky - čapy, skrutky, matice;
- O-krúžok alebo tesnenie.
Najčastejšie používané tesnenia z technickej gumy, azbestová lepenka alebo listový paronit.
Dobrý deň milí čitatelia. Otázka, ako utesniť závity na plynovom potrubí, je celkom relevantná. Koniec koncov, je to veľmi zraniteľná oblasť. Práve tu dochádza k väčšine únikov.
GOI leštiaca pasta Archimedes Norma
Pasta GOI leštenie Archimedes Norma prostriedky na leštenie kovov, skla a plastov. Môže sa použiť aj na prípravu povrchu na leštenie. Pasta umožňuje ručné aj mechanické použitie na všetky typy farieb. Pasta je určená na odstránenie: oxidovanej povrchovej vrstvy; pigmentované oblasti farby; defekty povlaku; škrabance a škrabance; tvrdohlavé stopy hmyzu.
Tabuľka 1. Brúsivo GOST 3647-80
| skupiny | Izby | skupiny | Izby |
| obilia | Veľkosť zrna µm | obilia | Označenie |
| Brúsne zrno | Mlecie prášky | ||
| Sklo, korund alebo zmes | |||
| 63 — 50 | M63 | ||
| 50 — 40 | M50 | ||
| Mikro prášky na mletie | |||
| 25-28 | M28 | ||
| 18-20 | M20 | ||
| 12-14 | M14 | ||
| 10 | M 10 | ||
| 7 | M 7 | ||
| 5 | M 5 |
| Percentuálne zloženie. | hrubý | Stredná | Tenký |
| Oxid chrómu | 81 | 76 | 74 |
| silikagél | 2 | 2 | 1,8 |
| Kyselina stearová | 10 | 10 | 10 |
| štiepený tuk | 5 | 10 | 10 |
| kyselina olejová | — | — | 2 |
| sóda bikarbóna | — | — | 0,21 |
| petrolej | 2 | 2 | 2 |

Ryža. 3. Brúsne prášky a pasty GOI.
Čo je leštiaca schopnosť
Štandardná skúška schopnosti leštenia sa vykonáva nasledovne - chaotické pohyby kaleného oceľového alebo mosadzného plechu sa chaoticky vykonávajú na liatinovom plechu s rozmermi 400 x 450 mm. celkovo dáva 40 metrov cesty pri určitom tlaku. Hrubá pasta odstráni približne 40 mikrónov kovu. stredné, asi 5 mikrónov, tenké 0,25 mikrónov.
Poradie lapovania
Kužeľové ventily sa vyrábajú v 3 typoch: s liatinovým telom a mosadznou zátkou, s mosadzným telom a mosadznou zátkou a kompletne z liatiny.
Poradie lapovania je nasledovné:
- Ak je ventil skrútený z potrubia, potom sa teleso upne do tisu malou silou, aby nedošlo k poškodeniu telesa, s veľkým priemerom kužeľa smerom nahor:
- Stredná pasta GOI sa zriedi petrolejom a rovnomerne sa nanáša štetcom na korkové telo;
- Gombík je pripojený k špeciálnemu závitovému otvoru v spodnej časti kužeľa;
- Korok sa vloží do tela a niekoľkokrát sa otáča miernym tlakom;
- Prečo sa robí 5 - 6 pohybov rukou asi o 180 °, ak na korku alebo tele nie sú žiadne vážne drážky, potom to stačí;
- Odstráňte a skontrolujte korok, ak sa na ňom objavia čierne brázdy pasty, je potrebné utrieť časti a opakovať pokus, kým nezmizne čerň;
- Potom korok a korpus opatrne utrite dosucha. Na kužeľ naneste niekoľko pozdĺžnych pásov kriedy, vložte zástrčku a otočte ju, potom skontrolujte, kriedové zárezy by mali byť rovnomerne rozložené po celom povrchu spojovacích častí;
- Potom sa spojovacie plochy opäť dôkladne utrú a po nanesení tesniaceho maziva na plynové ventily sa zmontujú. Závitové otvory musíte utiahnuť kúdeľom alebo dymom. páska je lepšia s tesniacim mazivom. Tesniace mazivo pre plynové kohútiky je možné zakúpiť v špecializovanom inštalatérskom obchode alebo objednať z mnohých online zdrojov.
Nakoniec skontrolujte tesnosť mydlovou vodou, nafukovanie bublín nie je povolené.
Aby kohútik správne fungoval, je potrebné, aby k otáčaniu zátky v tele kohútika dochádzalo bez námahy, čím sa zabezpečí spoľahlivé utesnenie. Na tieto účely sa používajú špeciálne tesniace a antifrikčné zmesi. Tesniace mazivá majú tvrdšiu koncentráciu a používajú sa na utesnenie protiľahlých častí. Mazivá proti treniu sú menej viskózne a sú určené na oddelenie pohyblivých častí. Mazivá musia poskytovať spoľahlivú prevádzku pri zahriatí na 300 °C. Do tesniacej hmoty sa pridávajú pevné látky ako grafit alebo fluoroplastové triesky. Mazivá proti treniu môžu byť na báze tuku alebo silikónu.
Bielizeň

Ľanová niť je stará, ale osvedčená metóda zhutňovania. Navyše si ho môžete kúpiť v inštalatérskych predajniach.
Pred nákupom musíte zvážiť niekoľko faktorov:
- aká je hrúbka vlákna;
- či je nepríjemný zápach alebo častice trosiek;
- Je vlákno dostatočne elastické?
Treba mať tiež na pamäti, že ľan nie je vhodný pre všetky potrubné systémy. Voda a teplota vedú k rozkladu a vo vykurovacom systéme v krátkom čase vyhorí.








Moderné tesniace pasty lepšie podporujú hrdzu na spojovacích armatúrach a plynových potrubiach.

Minium železo je zvyčajne najpoužívanejším materiálom. Cestoviny pre domácich majstrov sú lacné a veselé. Aby ste to urobili, vezmite bielu a nalejte do nej trochu sušiaceho oleja, miešajte zmes, kým nebude konzistencia podobná kyslej smotane.
Mal by sa nanášať v malej tenkej vrstve priamo na samotnú niť. Rovnomerné rozloženie a vysušenie materiálu. Červená olovená biela funguje najlepšie s oceľovými rúrami.
Vzhľadom na to, že horná vrstva železa je oxidovaná, nerozpustné zlúčeniny podľa princípu mágie neprepúšťajú molekuly ozónu.
Kúpte si hermetické pasty pripravené na použitie v špecializovaných predajniach:
Gebatout 2 (pasta na báze minerálnych plnív a syntetických polymérov). Pastum GAS (inhibítor korózie, plnivá).
Multipak (prírodný parafínový olej s obsahom minerálov). Unipak (prírodné minerály, mastné kyseliny). Absencia vyššie uvedených prostriedkov nie je vôbec problémom.
Pracovný postup je nasledovný: oddelíme časť ľanu z celého pradienka, v hrúbke dve zápalky. Navíjame na závitové spojenie, začínajúc od základne potrubia až po koniec.
Potom vytvorenú štruktúru natrieme pastou, je to potrebné, aby spoje pevne držali.
Ktoré tesnenie je lepšie zvoliť na inštaláciu vykurovacieho systému
K dnešnému dňu sú hlavnými kritériami pre výber najlepšej technológie tesnenia závitov v prípojkách vykurovacieho systému skúsenosti a materiály, s ktorými je potrebné pracovať.
Takže pri práci s liatinovými radiátormi a ventilmi je pre nich najlepšou voľbou použiť ľanový prameň s inštalatérskou pastou alebo silikónovým tepelne odolným tmelom.
Pre spoje malého priemeru do 25 mm od značkových tvaroviek sa odporúča použiť pásku FUM alebo lepiaci tmel.
Na inštaláciu kohútikov alebo pripojenie oceľových, hliníkových alebo bimetalových radiátorov môžete použiť celý arzenál spôsobov utesnenia spojov.
Jediným bodom, ktorému musíte venovať pozornosť, je to, že pri inštalácii medených potrubí si musíte pozorne preštudovať pokyny pre tmel, aby ste vylúčili nezlučiteľnosť zloženia lepidla a neželezného kovu.
Účel a rozmanitosť termotmelov
Treba poznamenať, že bez tmelu je ťažké sa zaobísť v mnohých oblastiach ľudského života, od každodenného života až po priemyselný sektor. Veď čo robiť, ak je potrebné odstrániť medzery napríklad medzi stenou a rámami okien? Je to tak, ideme do obchodu a kúpime silikón. Bude však jednoduché lepidlo plniť všetky svoje funkcie, keď je vystavené veľmi vysokým teplotám? Odpoveď na túto otázku je jednoznačná – nie. Ich teplotný režim je samozrejme dosť veľký av jednotlivých prípadoch môže dosiahnuť 200 ° C, ale často to nestačí. A nie všetky tesniace látky si aj pri tejto teplote zachovajú svoje vlastnosti.







Na izoláciu spojov na "horúcich" predmetoch sa teda používa tepelne odolný tmel. Patria sem potrubia TÚV, otvorené kozubové pece, komíny, kozuby, motory vrátane automobilových motorov, prvky turbín, kompresory, čerpadlá, ale aj agregáty pracujúce na pare, v chemických a plynných médiách. Takéto tmely sú rozdelené na silikónové a silikátové.
Prvý vysokoteplotný tmel je pastovitá hmota červeného, hnedého a červenohnedého odtieňa. Jeho hlavnou zložkou je silikónová guma a vďaka oxidom železa je dosiahnutá požadovaná tepelná odolnosť. Takéto tmely sú rozdelené na neutrálne a kyslé. Posledne menované majú obmedzenia pri použití, pretože kyselina uvoľnená počas tuhnutia negatívne ovplyvňuje kamenné, betónové a kovové povrchy.Preto sú takéto "agresívne" kompozície použiteľné na prácu s drevom, sklom, plastom a keramikou. Neutrálne nemajú žiadne obmedzenia, pretože v tomto prípade sa pri vulkanizácii uvoľňujú bezpečné kvapaliny s obsahom alkoholu a voda.
Okrem zloženia sú silikónové tmely rozdelené aj v závislosti od rozsahu použitia.
- Potravinové možnosti neobsahujú toxíny a sú absolútne bezpečné pre ľudské zdravie.
- Sanitárne tavné lepidlo našlo svoje uplatnenie v medicíne.
- Tepelne odolný tmel pre motor je odolný voči agresívnym komponentom, nemrznúcej zmesi, olejom a iným autochemikáliám, ako aj zvýšenej plasticite. Táto horúca tavenina má zvyčajne červenú farbu.
- Veľmi obľúbené sú aj vysokoteplotné tmely pre pece. Používajú sa v priemysle av každodennom živote na spájanie konštrukcií pecí.
- Univerzálne kompozície dokážu ošetriť takmer všetky povrchy a škáry v tepelne ovplyvnenej zóne.
Silikátové tmely sú tepelne odolnejšie a znesú až 1500°C, preto sa používajú v konštrukciách v kontakte s otvoreným ohňom. Sú na báze kremičitanu sodného. Kvôli farbe sa takéto tmely nazývajú aj čierne. Najvhodnejšie je ich použiť na opracovanie trhlín v krboch, komínoch, peciach, peciach vrátane otvoreného ohniska, vykurovacích kotloch a pod.
Hlavné technické vlastnosti tesniacej pásky
Páska FUM má nasledujúce vlastnosti:
- Znížený koeficient trenia. Fluoroplastové tesnenie je okrem plasticity klzké, čo zjednodušuje montáž kovania.
- Tepelná stabilita, ktorá umožňuje odolávať teplotám až do 260 stupňov bez zničenia a straty tesniacich vlastností. Okrem toho sú fluoroplasty veľmi účinnými dielektrikami.
- Pevnosť a plasticita.Tesnenia z tohto materiálu stabilne pracujú pri tlakoch do 10 MPa a sú schopné odolať krátkodobému zaťaženiu napríklad do 42 MPa, ktoré vzniká pri hydraulických rázoch v potrubných systémoch. Životnosť tesnenia z pásky FUM (fumka) je stanovená na 13 rokov. Pri vystavení svetlu sa rýchlejšie rozkladá, ale to nie je pre náš prípad, len treba tento faktor brať do úvahy pri organizácii skladovania materiálu.
- chemická pasivita. Nepodlieha deštrukcii pod vplyvom kyselín a zásad, čo je dané rovnomerným rozložením atómov fluóru na povrchu produktu. Rozpúšťadlá schopné zničiť tento tmel ešte neboli vynájdené. Odolné voči hnilobným procesom.
Ako správne používať pásku FUM pre plynové a vodovodné potrubia, zvážime podrobnejšie.
Pravidlá pre spájkovanie medi
Keď je potrebné spájkovať medený výrobok alebo výrobok obsahujúci medené komponenty, nie je možné dať jednoznačnú odpoveď, ako a aký je najlepší spôsob, ako to urobiť. Výber metódy a nástrojov závisí od mnohých faktorov, ako je veľkosť a hmotnosť dielov, ich zloženie. Zohľadňuje sa aj zaťaženie, ktorému musia byť vystavené už spájkované výrobky. Existuje niekoľko spôsobov spájkovania a je lepšie ich všetky poznať, aby ste si v prípade potreby vybrali ten najvhodnejší.
Spájkovanie veľkých dielov
Schéma kapilárneho spájkovania medi.
Ak potrebujete spájkovať masívne alebo veľké časti, ktoré sa nedajú zohriať na požadovanú teplotu pomocou spájkovačky, používa sa horák a medená spájka. Tokom v tomto prípade je bórax. Pevnosť medeno-fosforová spájka vyššia ako štandardný cín.
Na mechanicky očistenú rúrku alebo drôt sa nanesie tenká vrstva taviva. Potom sa na potrubie nasadí armatúra, tiež mechanicky očistená.Pomocou plynového horáka sa spoj zahrieva, kým meď pokrytá tavivom nezmení farbu. Tavidlo by malo mať striebornú farbu, po ktorej môžete pridať spájku. Spájka sa okamžite roztaví a prenikne do medzery medzi rúrou a tvarovkou. Keď kvapky spájky začnú zostávať na povrchu rúrok, spájka sa odstráni.
Neprehrievajte potrubia, pretože to neprispieva k vzniku väčšieho kapilárneho efektu. Naopak, meď zohriata do černa je horšie spájkovateľná. Ak kov začne černieť, zahrievanie by sa malo zastaviť.
Spájkovacie drôty alebo drôty
Spájka na báze chloridu zinočnatého by sa nemala používať na spájkovanie tenkých medených drôtov, pretože to zničí meď. Ak nie je k dispozícii žiadny tok, v tomto prípade môžete rozpustiť tabletu aspirínu v 10-20 ml vody.
Schéma zvárania medi v prostredí inertného plynu.
Medený drôt alebo časti vyrobené z drôtu rôznych sekcií sa dajú ľahko zahriať na požadovanú teplotu pomocou spájkovačky. Teplotný režim by mal byť taký, pri ktorom sa roztaví spájka, cín alebo olovo-cín a vykonáva sa aj spájkovanie. Tavivá musia obsahovať kolofóniu alebo byť vyrobené z kolofónie, môže sa použiť spájkovací olej alebo dokonca samotná kolofónia.
Povrch drôtu je očistený od nečistôt a oxidového filmu, po ktorom sú diely pocínované. Tento proces zahŕňa nanesenie tenkej vrstvy taviva alebo kolofónie na zahriatu meď a potom spájku, ktorá sa čo najrovnomernejšie rozloží po povrchu pomocou spájkovačky. Časti, ktoré je potrebné spojiť, sa spoja a opäť nahrievajú spájkovačkou, až kým sa už stuhnutá spájka nezačne opäť topiť. Keď k tomu dôjde, spájkovačka sa odstráni a spoj sa ochladí.
Diely je možné upnúť do zveráka tak, aby vzdialenosť medzi nimi bola 1-2 mm. Na diely sa nanáša tavivo a zahrieva sa. Do medzery medzi horúcimi časťami sa privedie spájka, ktorá sa roztaví a vyplní medzeru. Teplota tavenia spájky na spájkovanie týmto spôsobom musí byť nižšia ako teplota tavenia medi, aby sa časti nedeformovali. Diel vychladne, potom sa umyje vodou a v prípade potreby sa upraví brúsnym papierom, až kým nebude hladký a jednotný.
Misky na spájkovanie alebo spájkovacie otvory v medi
Pri spájkovaní riadu sa používa čistý cín, ktorého bod topenia je vyšší ako u spájky s obsahom cínu alebo olova. Niekedy sa na spájkovanie veľkých dielov používajú kladivové spájkovačky, ktoré sa zahrievajú na otvorenom ohni pomocou plynového horáka alebo horáka. V budúcnosti sa všetko deje podľa štandardnej schémy: čistenie, tavenie a pocínovanie, spájanie častí a zahrievanie pomocou spájkovačky. Práve pre túto spájkovačku je vhodná čistá cínová spájka.
Z vnútornej strany má tvarovka spravidla okraj, ktorý zabraňuje jej prevlečeniu cez potrubie. Je možné ju odstrániť hrubým pilníkom, ak je potrebné tvarovku nasunúť na potrubie ďalej, ako je určené a nepotrebný otvor treba takto zaspájkovať.
Metódy kontroly tesnosti spojov
Tesnosť plynovodu sa kontroluje po úsekoch. V situácii pri bytových domoch sa vyberá segment od miesta vstrekovania paliva do objektu až po kohútiky pre vybavenie domácnosti.
Na koncoch sekcie sú umiestnené zástrčky. Tlak v potrubí prekračuje štandardné hodnoty o 25%. Pokles tlaku je dôvodom na kontrolu pripojení.
Neporušenosť spojov, vetiev a spojovacích bodov zariadení sa kontroluje dvoma spôsobmi:
- S indikátorom úniku plynu.
- Aplikáciou mydlového roztoku, emulzie.
V prvom prípade vás na nebezpečenstvo upozorní digitálny, zvukový alebo farebný signál zariadenia. V druhej musíte sledovať vzhľad bublín. Ich prítomnosť naznačuje porušenie integrity spojenia.





Vlastnosti inštalácie závitových armatúr
Vďaka rôznym typom závitových tvaroviek je potrubie schopné vykonávať najzložitejšie ohyby a otáčky.

Najbežnejším spôsobom spájania kovových / plastových konštrukcií je „americká“ armatúra.Taký prvok, ktorý má na koncoch spojku a závit, vám umožňuje ľahko a rýchlo ukotviť rozdielne diely.
Najpopulárnejším zariadením na spojenie polymérových a kovových prvkov je americká armatúra, ktorá je dostupná v rôznych veľkostiach. Pohodlný prípravok s plastovým puzdrom a kovovým závitom sa mimoriadne jednoducho montuje, čo vám umožní vytvoriť spoľahlivé tesné spojenie v krátkom čase.
Pokyny na inštaláciu krok za krokom
Ak chcete pripojiť kovovú rúrku k polypropylénovej alebo inej plastovej rúrke, musíte:
Pomocou špeciálnej spájkovačky privarte objímku tvarovky na koniec polymérovej rúrky a počkajte, kým spoj vychladne.
Prineste kovovú časť na druhý koniec "amerického" a potom utiahnite závit. Na utesnenie spoja je vhodné ho dodatočne oblepiť pozdĺž závitu jednou alebo dvoma vrstvami pásky FUM, kúdeľou alebo ľanovým vláknom (môžete ho dodatočne prekryť silikónom).
Armatúra musí byť vždy dotiahnutá rukou: použitie náradia je nežiaduce a dokonca nebezpečné.
Špeciálne vybavenie vám neumožňuje plne kontrolovať aplikované sily, čo môže viesť k poškodeniu dielu.
Po dokončení práce je dôležité skontrolovať pevnosť výsledného upevnenia. Ak to chcete urobiť, stačí zapnúť vodu a uistiť sa, že nedochádza k úniku.
Ak vlhkosť stále filtruje cez spoj, môžete skúsiť skrutku trochu utiahnuť. Pri ďalšom prietoku vody je potrebné vlákno znova odvinúť a znova vykonať všetky manipulácie.
Tvar hotového spojenia je možné zmeniť zmäkčením plastovej časti pomocou sušiča vlasov a následným ohybom potrebným pre projekt.
Kovová rúrková prípojka bez závitu
Existujú situácie, keď musí byť plastové potrubie pripojené k kovovému náprotivku, ktorý nemá závit.

Závit na potrubí je možné aplikovať pomocou špeciálneho nástroja - navliekačky. V špecializovaných predajniach nájdete mechanické aj elektrické modely takéhoto zariadenia.
Podobný problém možno vyriešiť špeciálnym nástrojom nazývaným „navliekačka“ alebo „rezačka závitov“, pomocou ktorej môžete drážky aplikovať na časť vyrobenú z ocele alebo liatiny.
Existujú dve možnosti montáže:
- Elektrický, ktorý zahŕňa niekoľko fréz určených pre rúry rôznych priemerov. Takéto modely sú pohodlné a ľahko sa používajú, ale majú vysoké náklady.
- Ručný navliekač je oveľa lacnejší, ale práca s ním si vyžaduje väčšiu fyzickú silu a určité zručnosti.
Viac o tom, ako rezať závity na potrubiach, si môžete prečítať v našom článku.
Pri používaní rezačov nití by ste mali dodržiavať niekoľko jednoduchých pravidiel:
Náradie nemožno ovládať, ak je potrubie v krátkej vzdialenosti od steny.
Elektrický navliekač sa rýchlo zahrieva, takže pri obrábaní viacerých položiek budete musieť pravidelne odpočívať.
Pri práci s ručným prípravkom je dôležité striedať pohyby, urobte pol otáčky dopredu a štvrť otáčky späť, kým neodstrihnete niť na požadovanú dĺžku.
Pre závitovanie potrubia je potrebné potrubie dôkladne vyčistiť, v prípade potreby odstrániť existujúci náter a odbrúsiť kovové výlevky. Potom vyrezávajte elektrickým alebo vyrezávaným nástrojom.
Vyrezané drážky sa dobre očistia a namažú tuhým olejom, olejom alebo iným mazivom a následne sa použijú na spojenie s armatúrou.
Tesnenie ľanovou niťou
Táto metóda je najstaršia. Takto boli utesnené spoje potrubí v sovietskych bytoch. Ak v obchode nie sú žiadne iné tmely, potom sa určite nájde ľanová a inštalatérska pasta. Ale toto tesnenie má niekoľko významných nevýhod:
- Podľa pravidiel sa ľan používa v kombinácii so sušiacim olejom a červeným olovom. Olovo zabraňuje korózii spoja a sušiaci olej vypĺňa póry ľanu ako polymér. Nájsť kvalitné ingrediencie je ale dosť ťažké, preto sa červené olovo často nahrádza železom, ktoré len urýchľuje oxidáciu kovových komponentov. Niektorí remeselníci sa dostanú zo situácie pomocou automobilových tmelov na báze silikónu.
- Zložitosť kladenia ľanovej nite na niť. To, čo je pre skúsených inštalatérov také jednoduché, môže nešpecialistovi spôsobiť veľa ťažkostí. Je nepravdepodobné, že bude možné správne navinúť ľan na spojenie prvýkrát a akákoľvek chyba pri vykonávaní tejto operácie povedie k tomu, že tesnenie nebude trvať veľmi dlho.
- Len zle znáša meniace sa pracovné podmienky. Preto sa vo vykurovacích systémoch jeho vlákna zrútia oveľa rýchlejšie. Tiež tento typ tesnenia nereaguje dobre na agresívne prostredie.
- Vysoká hygroskopickosť materiálu vedie k jeho opuchu, v dôsledku čoho môžu nedostatočne pevné kĺby jednoducho prasknúť. Napríklad pri tesnení hliníkových radiátorov sa neodporúča používať ľan.
Otázka balenia
Balenie plynových prípojok je obranným opatrením proti únikom. Pre proces potrebujete: ľan a pastu na investovanie závitových spojov.
- Z použitej bielizne sa vytrhne malý prameň.


- Ak na závite nie sú žiadne zárezy, je potrebné ich urobiť. Používa sa špeciálny nástroj.

Vďaka zárezom sa bielizeň pri zaskrutkovaní nite nezvliekne.
- Navíjanie začína od konca vlákna. Pokračuje až ku koncu. Ľan by mal trochu zakrývať hornú časť nite.


Tento objem stačí na to, aby sa ľan v spoji zafixoval.

Ukazuje sa úhľadné spojenie.

- Bielizeň je obalená pastou.


- Hotové spojenie je zaskrutkované.

- Recipročný prvok Američana je navlečený (tu sa používa kľúč) a zabalený do vykurovacieho zariadenia (radiátor).


- Výsledok.




