
- Druhy medených rúr a ich použitie
- Spôsoby spájkovania medených častí
- Vlastnosti vysokoteplotných zlúčenín
- Spájkovanie
- Bezpečnostné opatrenia pri spájkovaní medených rúrok
- Ďalšie možnosti spájkovania: práca s medenými rúrkami a rôznymi kovmi
- Nuansy spájkovania medených rúr: ako to urobiť správne
- Ako spájkovať medený drôt na hliník
- Ako spájkovať meď a nehrdzavejúcu oceľ
- Spájkovanie medi železom - je to možné
- Spotrebný materiál a nástroje
- Spájka a tavidlo
- Horák
- Súvisiace materiály
- Podstata procesu
- Spôsoby spájkovania medených častí
- Vlastnosti vysokoteplotných zlúčenín
- Spájkovanie v detailoch
- Ako inak môžete pripojiť medené prvky
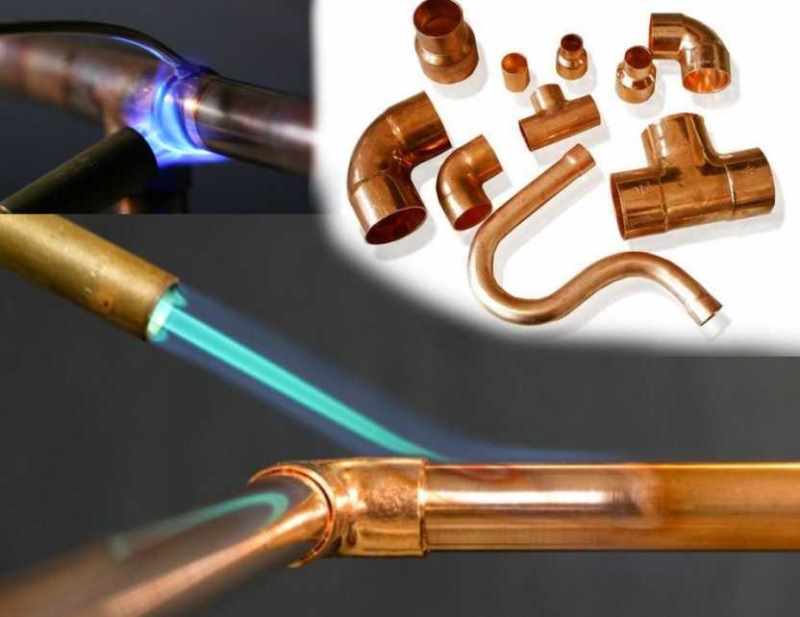
- Typy spájkovaných medených armatúr
- Vlastnosti medeného spájkovania
- Nevýhody medených rúrok
- Komunikácia z medených rúr a tvaroviek
Druhy medených rúr a ich použitie
V predaji sa najčastejšie vyskytujú dva druhy medených rúr - nežíhané a žíhané. Pri lisovaní vo výrobe dochádza k strate pružnosti, ktorá je nevyhnutná v niektorých odvetviach, domových konštrukciách. Elasticita sa materiálom vracia vypaľovaním pri teplotách do 700 °. Žíhané medené rúry sú drahšie, no ohybnejšie a vydržia vysoké teplotné zmeny.Existuje však určitá nevýhoda - strata pevnosti produktu, ktorá sa stráca pri zahrievaní na teploty blízke taveniu.
Nežíhané rúry sa neohýbajú, ale sú oveľa pevnejšie. Pri spájaní medených spojov sa používajú tvarovky, proces spájania prebieha spájkovaním. Rôzna hrúbka steny umožňuje výber produktu podľa parametrov pevnosti a prestupu tepla. Žíhané materiály sa predávajú vo fľašiach od 25 do 50 metrov, spravidla sa takéto medené rúry dodávajú s menším priemerom. Pevné materiály sa predávajú v sériách rôznych dĺžok.
Spôsoby spájkovania medených častí
Na pripojenie medených rúrok sa používajú iba dva spôsoby spájkovania. Každý z nich sa používa podľa špecifikácie dielu a vlastností. Spájkovanie medených rúr vlastnými rukami sa delí na:
- Pri vysokých teplotách sa inak nazýva „tuhá“. Indikátor teploty v tomto režime dosahuje 900 °. Žiaruvzdorná spájka vám umožňuje vytvoriť šev s vysokou pevnosťou, táto metóda sa používa pri výrobe potrubí vystavených vysokému zaťaženiu.
- Proces mäkkého spájkovania sa vykonáva pri teplotách od 130 °, používa sa v domácich aplikáciách pri práci s rúrkami s priemerom do 1 cm.Technológia zahŕňa spájanie dokovaním, predbežnú úpravu pastou taviva.
Pri práci je dôležité nezabúdať, že sila plameňa vydávaného horákom môže dosiahnuť 1000 stupňov. Spracovanie spojov preto nesmie trvať dlhšie ako 20 sekúnd. Po zahriatí sa mäkká spájka začne topiť a vypĺňať spoj
Pri zahriatí sa mäkká spájka začne topiť a vypĺňa spoj.
Vlastnosti vysokoteplotných zlúčenín
Pri vysokoteplotnej metóde spájkovania sa kov vypaľuje pri teplote 700 ° C a vyššej, čo prispieva k zmäkčeniu kovu. Na spájkovanie sa používa plameňové zariadenie, ktoré je schopné roztaviť tvrdé spájky. Spájka pozostáva z ich zloženia medi a fosforu, vyrába sa vo forme tyčiniek. Proces spájkovania medených rúrok neznamená použitie taviva, po postupnosti činností je možné spoj správne vyplniť.
Vysokoteplotné pripojenie medených rúr
Proces začína, keď sa spájkovacia tyč roztopí, pracovné kroky sú:
- po montáži sa spojovací šev zahreje;
- tuhá spájka sa dodáva do križovatky, ktorej zmäkčenie sa vykonáva plynovým horákom;
- keď sa vizuálne potvrdí, že sa spájka nanáša na kov, potrubie sa musí otočiť, musí sa skontrolovať dokovanie po celom obvode.
Hlavnými výhodami tohto spôsobu je vysoká pevnosť spoja medených rúrok, v prípade potreby je možné zmeniť priemer spoja menšou stranou. Vysoké teploty počas prevádzky nemôžu zničiť šev. Tvrdé spájkovanie vyžaduje určité zručnosti, počas prevádzky je možné prehriatie, čo vedie k zničeniu kovu.
Spájkovanie
Každý proces si vyžaduje zodpovedný prístup k výkonu práce. Na vykurovanie sa používa propánový alebo benzínový horák pri použití mäkkej spájky spojením medených rúrok
Je dôležité vedieť, že horák s piezo zapaľovaním výrazne skráti dobu prevádzky, nákup drahých modelov bez tejto funkcie sa neodporúča.

Technologický proces
V procese je dôležité používať vysokokvalitné príslušenstvo, taviaca pasta hrá dôležitú úlohu pri spájaní. Rovnomerné potiahnutie častí medených rúrok sa dosiahne pomocou mäkkej kefy, po aplikácii sa prebytok odstráni handrou. Teplota horáka môže dosiahnuť 900 stupňov, pri spájkovaní je dôležité produkt nepreexponovať, inak dôjde k prehriatiu
Teplota horáka môže dosiahnuť 900 stupňov, pri spájkovaní je dôležité produkt nepreexponovať, inak dôjde k prehriatiu
Bezpečnostné opatrenia pri spájkovaní medených rúrok
Medené rúry sa používajú ako vodiče tekutín s dobrými antikoróznymi vlastnosťami. Inštalácia medených rúrok nemôže byť vykonaná na zabezpečenie pitnej vody z vodovodu. Meď prichádza do styku s chlórom, ktorý sa pridáva na čistenie vody a môže vytvárať látky škodlivé pre ľudské telo. V prípade artézskych zdrojov nie je používanie studní nebezpečné.











Spájkovanie medi s rukavicami
Dôležité je používať kvalitné náradie, pracovať v rukaviciach a sledovať stav techniky. Tepelná vodivosť kovu je pomerne vysoká, keď sa jeden z uzlov zahreje a nedodržiavajú sa bezpečnostné opatrenia, je možné sa popáliť. Vysokokvalitný šev je možné získať pri absencii vonkajších faktorov vo forme zaťaženia, kým sa spoj úplne neochladí
Vysokokvalitný šev je možné získať pri absencii vonkajších faktorov vo forme zaťaženia, kým sa spoj úplne neochladí.
Ďalšie možnosti spájkovania: práca s medenými rúrkami a rôznymi kovmi
Spájkovanie medených rúr vyžaduje určité skúsenosti v tomto druhu práce.Preto, ak sa domáci majster podujme na takúto prácu po prvýkrát, oplatí sa vopred precvičiť, aby sa už hotový vodovodný alebo vykurovací okruh niekoľkokrát neprerobil. Medené rúrky je možné spájkovať ako tvrdou spájkou (pomocou plynového horáka), tak aj mäkkými zliatinami. V druhom prípade je pre medené rúry vhodné použiť vysokovýkonnú príklepovú spájkovačku.
Presné a kvalitné spájkovanie je kľúčom k trvanlivosti spojenia
Nuansy spájkovania medených rúr: ako to urobiť správne
Ako tavidlo na spájkovanie medených rúrok je najlepšie použiť kolofóniu. Nanáša sa v rovnomernej vrstve na vonkajšie povrchy potrubia, po ktorom je na ňom namontovaná armatúra. Na jej zadnej strane je namontovaná druhá časť diaľnice. Ďalej sa armatúra zahrieva pomocou plynového horáka a spájka sa „namontuje“ pozdĺž švíkov. Pod vplyvom vysokej teploty sa roztaví, vyplní šev a vytvorí vysoko kvalitné tesné spojenie.
Niekedy sa musíte zaobísť bez armatúr
Spájkovanie medených rúrok vlastnými rukami nie je príliš ťažké, ale táto práca si vyžaduje starostlivosť a presnosť. Samozrejme, slovami, nie všetko sa dá vysvetliť zrozumiteľne, preto dávame do pozornosti Milému čitateľovi video o tom, ako spájkovať meď pomocou plynového horáka, z ktorého bude všetko jasnejšie.
Pozrite si toto video na YouTube
Po vyriešení otázky, ako spájkovať medené rúrky doma, môžete prejsť k ďalšiemu problému, a to k spájkovaniu neidentických kovov (meď s hliníkom, železom alebo nehrdzavejúcou oceľou).
Ako spájkovať medený drôt na hliník
Spájkovanie hliníka s meďou je pomerne komplikovaný proces.Treba poznamenať, že rovnaká spájka je sotva vhodná pre hliník ako pre meď a naopak. Je oveľa jednoduchšie zladiť tieto kovy pomocou oceľového puzdra. Aj keď dnes výrobca ponúka špeciálne spájky a tavivá na takéto účely, ich náklady sú značné, čo vedie k nerentabilnosti takejto práce.
Spájkovanie medi a hliníka je dosť ťažké
Celý problém spočíva v konflikte medzi meďou a hliníkom. Majú rôznu žiaruvzdornosť, hustotu. Okrem toho hliník pri interakcii s meďou začína silne oxidovať. Tento proces sa urýchli najmä vtedy, keď cez spoj prechádza elektrický prúd. Preto, ak je potrebné pripojiť medené a hliníkové drôty, je najlepšie použiť samoupínacie svorkovnice WAGO, vo vnútri ktorých je kontaktná pasta Alyu Plus. Je to ona, ktorá odstraňuje oxid z hliníka, zabraňuje jeho následnému vzhľadu a podporuje normálny kontakt s medenými vodičmi.
Keď ste prišli na to, ako spájkovať meď na hliník, môžete prejsť na tvrdšie kovy.
Niekedy je takéto spojenie nevyhnutné
Ako spájkovať meď a nehrdzavejúcu oceľ
Pri spájkovaní medi s nehrdzavejúcou oceľou nehrá dôležitú úlohu ani samotný spájkovací materiál, ale použitý nástroj, aj keď veľa závisí od spotrebného materiálu. Najprijateľnejšie materiály v tomto prípade sú:
- spájka medi a fosforu;
- cínové striebro (Castolin 157);
- rádiotechnika.
Niektorí remeselníci tvrdia, že pri správnom prístupe k práci postačí aj najbežnejšia spájka na báze cínu a olova. Hlavná vec je povinné používanie taviva (borax, spájkovacia kyselina), dôkladné zahriatie a až potom spájkovanie (spájkovanie).










Komplexné spájkovanie medi a nehrdzavejúcej ocele
Takéto zlúčeniny sú zriedkavé, a preto sú špecializované spájky na takéto účely dosť drahé.
Spájkovanie medi železom - je to možné
Táto možnosť je možná, ale za určitých podmienok. Napríklad jednoduchý propánový horák už nie je vhodný ako ohrievač. Musíte použiť propán s kyslíkom. Ako tavidlo by sa mal použiť bórax, ale mosadz bude pôsobiť ako spájka. Iba v tomto prípade môžeme dúfať v normálny výsledok. Kúpiť spájku na spájkovanie medi so železom alebo nehrdzavejúcou oceľou je ľahké. Hlavnou vecou je pochopiť, či budú dodatočné náklady opodstatnené.
Je tiež možné spájkovanie medených a železných rúrok
A teraz ponúkame, aby sme sa pozreli na to, ako starostlivo môžu domáci remeselníci vykonávať prácu na spájkovaní potrubí diaľnic na rôzne účely.
1 z 5
Spotrebný materiál a nástroje
Okrem rúr a tvaroviek budete potrebovať aj horák, spájku a tavidlo - na samotné spájkovanie. A tiež ohýbačka rúr a pár súvisiacich drobností na spracovanie pred začatím práce.
Kefa na odizolovanie armatúr zvnútra

Spájka a tavidlo
Spájkovanie medených rúr akéhokoľvek typu prebieha pomocou taviva a spájky. Spájka je zliatina zvyčajne na báze cínu s určitou teplotou topenia, ale nevyhnutne nižšou ako má meď. Privádza sa do spájkovacej zóny, zahrieva sa do kvapalného stavu a prúdi do spoja. Po ochladení poskytuje tesné a odolné spojenie.
Na amatérske spájkovanie medených rúrok vlastnými rukami sú vhodné spájky na báze cínu s prídavkom striebra, bizmutu, antimónu a medi. Za najlepšie sa považujú zlúčeniny s prídavkom striebra, ale sú najdrahšie, optimálne s prísadou medi.Existuje aj s prídavkom olova, ale nemali by sa používať v inštalatérstve. Všetky tieto typy spájok poskytujú dobrú kvalitu švov a ľahké spájkovanie.
Tavivo a spájka sú základným spotrebným materiálom
Pred spájkovaním sa spoj ošetrí tavivom. Tavidlo je tekuté alebo pastovité činidlo, ktoré spôsobuje, že roztavená spájka steká do spoja. Nie je tu nič zvláštne na výber: akékoľvek tavidlo na meď bude stačiť. Na nanášanie tavidla budete potrebovať aj malý štetec. Lepšie - s prírodnými štetinami.
Horák
Na prácu s mäkkou spájkou si môžete kúpiť malú ručnú baterku s jednorazovou plynovou fľašou. Tieto valce sú pripevnené k rukoväti, majú objem 200 ml. Napriek malým rozmerom je teplota plameňa od 1100 °C a viac, čo je viac než dosť na roztavenie mäkkej spájky.
Na čo by ste si mali dať pozor, je prítomnosť piezoelektrického zapaľovania. Táto funkcia nie je v žiadnom prípade zbytočná - bude to jednoduchšie pracovať. Na rukoväti ručného plynového horáka je umiestnený ventil.
Reguluje dĺžku plameňa (intenzitu prívodu plynu). Ten istý ventil uzavrie plyn, ak je potrebné horák uhasiť. O bezpečnosť sa stará spätný ventil, ktorý v prípade neprítomnosti plameňa uzavrie prívod plynu
Na rukoväti ručného plynového horáka je umiestnený ventil. Reguluje dĺžku plameňa (intenzitu prívodu plynu). Ten istý ventil uzavrie plyn, ak je potrebné horák uhasiť. O bezpečnosť sa stará spätný ventil, ktorý v prípade neprítomnosti plameňa uzavrie prívod plynu.
Ručný horák na spájkovanie medených rúrok
Niektoré modely majú deflektor plameňa.Nedovoľuje, aby sa plameň rozptýlil a vytváral vyššiu teplotu v spájkovacej zóne. Vďaka tomu vám horák s reflektorom umožňuje pracovať na tých najnevhodnejších miestach.









Pri práci v domácich a poloprofesionálnych modeloch musíte dávať pozor, aby ste jednotku neprehriali, aby sa plast neroztopil. Preto nestojí za to robiť veľa spájkovania naraz - je lepšie nechať zariadenie vychladnúť a pripraviť ďalšie spojenie v tomto čase.
Súvisiace materiály
Na rezanie medených rúrok potrebujete rezačku rúr alebo pílku s kovovým kotúčom. Rez musí byť striktne vertikálny, čo poskytuje rezač rúrok. A aby ste zaručili rovnomerný rez pílou, môžete použiť bežnú stolársku pokosovú skrinku.
rezačka rúr

Pri príprave rúr je potrebné ich vyčistiť. Na to existujú špeciálne kovové kefy a kefy (na čistenie vnútorného povrchu), ale vystačíte si s brúsnym papierom so strednou a jemnou zrnitosťou.
Na odstránenie otrepov z rezov existujú úkosovače. Rúrka, ktorú vypracovali, lepšie pasuje do tvarovky – jej hrdlo je len o zlomok milimetra väčšie ako vonkajší priemer. Takže najmenšia odchýlka vedie k ťažkostiam. Ale v zásade sa všetko dá odstrániť brúsnym papierom. Len to zaberie viac času.
Vhodné je mať aj ochranné okuliare a rukavice. Väčšina domácich majstrov zanedbáva tieto bezpečnostné opatrenia, ale popáleniny sú veľmi nepríjemné. To sú všetky materiály a nástroje potrebné na spájkovanie medených rúrok.
Podstata procesu
Takto vytvorené potrubie je vďaka použitiu medených rúr pri jeho inštalácii vysoko spoľahlivé a mimoriadne odolné.Samozrejme, že takýto systém má pomerne vysoké náklady, ale je plne odôvodnený jedinečnými vlastnosťami
Čo je dôležité, medené rúry je možné použiť vo vodovodných aj vykurovacích systémoch. V oboch prípadoch vykazujú najvyššiu spoľahlivosť a odolnosť.
Najjednoduchším a najspoľahlivejším spôsobom inštalácie takýchto systémov je spájkovanie medených rúr. Táto technológia pripojenia sa používa už dlho, je dobre študovaná a nespôsobuje problémy pri praktickej realizácii. Podstata tejto metódy spočíva v tom, že spoj medzi spájanými časťami je vyplnený špeciálnou zmesou nazývanou spájka. Aby sa spájka na spájkovanie medených rúrok dostala dovnútra a vyplnila spoj medzi časťami, roztaví sa pod vplyvom vysokej teploty. Keď sa zahrievanie spájky zastaví a už úplne vyplní budúci šev, stuhne a vytvorí spoľahlivý, tesný a odolný spoj.
Spájkovanie meďou je tiež vhodné, pretože v prípade potreby je možné spojené prvky potrubia vždy ľahko oddeliť. Na to stačí zahriať spoj, aby bola spájka mäkká a ohybná.

Proces spájkovania medených rúrok
Spôsoby spájkovania medených častí
Spájkovanie sa považuje za najlepší spôsob spájania medených častí. Roztavená spájka počas prevádzky vyplní malú medzeru medzi prvkami, čím vytvorí spoľahlivé spojenie. Existujú dva najbežnejšie spôsoby získania takýchto zlúčenín. Ide o vysokoteplotné a nízkoteplotné kapilárne spájkovanie. Pozrime sa, ako sa navzájom líšia.
Vlastnosti vysokoteplotných zlúčenín
V tomto prípade sa proces spájania medených prvkov uskutočňuje pri teplote presahujúcej +450 stupňov. Ako spájka sa vyberajú kompozície, ktorých základom sú celkom žiaruvzdorné kovy: striebro alebo meď. Poskytujú pevný šev, odolný voči mechanickému poškodeniu a vysokým teplotám. Takéto spojenie sa nazýva pevné.
V procese vysokoteplotného kapilárneho spájkovania teplota presahuje 450C, na vytvorenie spoja sa používa žiaruvzdorná spájka BAg alebo BCuP.
Znakom takzvaného tvrdého spájkovania je žíhanie kovu, čo vedie k jeho zmäkčeniu. Preto, aby sa minimalizovala strata pevnostných charakteristík medi, hotový šev by mal byť ochladzovaný iba prirodzene, bez použitia umelého fúkania alebo spúšťania dielu do studenej vody.
Pevný spoj sa používa pre rúry s priemerom 12 až 159 mm. Spájkovanie sa používa na pripojenie plynových potrubí. V inštalatérstve sa používa v procese montáže vodovodných potrubí na monolitické spájanie častí, ktorých priemer presahuje 28 mm. Okrem toho sa takéto spojenie používa v prípadoch, keď teplota kvapaliny cirkulujúcej v potrubiach môže prekročiť +120 stupňov.










Vysokoteplotné spájkovanie sa používa aj na montáž vykurovacích systémov. Jeho výhodou je možnosť usporiadania odtoku z predtým inštalovaného systému bez jeho predbežnej demontáže.
Spájkovanie v detailoch
Mäkké alebo nízkoteplotné spájkovanie je spájanie medených častí, pri ktorom sa používa teplota pod + 450C. V tomto prípade sa ako spájka vyberú mäkké kovy s nízkou teplotou topenia, napríklad cín alebo olovo.Šírka švu vytvoreného takýmto spájkovaním sa môže meniť od 7 do 50 mm. Výsledný spoj sa nazýva mäkký. Je menej odolný ako pevný, ale má množstvo významných výhod.
Pri nízkoteplotnom spájkovaní vzniká takzvaný mäkký spoj. Je menej odolný ako pevný, preto ho nemožno použiť pri pripájaní plynových potrubí.
Hlavným rozdielom je, že počas procesu spájkovania nedochádza k žíhaniu kovu. Jeho sila teda zostáva rovnaká. Navyše teplota pri nízkoteplotnom spájkovaní nie je taká vysoká ako pri vysokoteplotnom spájkovaní. Preto sa považuje za bezpečnejší. Takzvané mäkké spoje sa používajú na montáž rúr s malým priemerom: od 6 do 108 mm.
V inštalatérstve sa nízkoteplotné pripojenia používajú na inštaláciu vodovodných a vykurovacích sietí, ale pod podmienkou, že teplota kvapaliny, ktorá v nich cirkuluje, je nižšia ako +130 stupňov. Pri plynovodoch je používanie prípojok tohto typu prísne zakázané.
Ako inak môžete pripojiť medené prvky
Dlhá životnosť, odolnosť proti korózii, nízka hmotnosť a antibakteriálne vlastnosti spôsobili, že medený spoj je v určitých kruhoch veľmi populárny. Vysoký prenos tepla umožňuje použitie materiálu v chladiacich systémoch. Pred spájkovaním medených rúrok je potrebné určiť spôsob spájkovania, okrem teplotných vplyvov existujú rôzne tvarovky, ktorých použitie závisí od stupňa poškodenia alebo vyhotovenia spoja.

Armatúry pre medené rúrky
Typy spájkovaných medených armatúr
Alternatívnym spôsobom spájkovania je použitie tvaroviek na spájanie medených rúrok. Existujú dva hlavné typy:
- Lisy majú vo vnútri krúžok, ktorý umožňuje vytvoriť tesné spojenie. Konštrukcia je vyrobená z mosadze.
- Kapilárne tvarovky líšiace sa priemerom od vonkajšieho indikátora. Proces zahŕňa spájkovanie zmenou priemerov a kompresie, čím sa vytvorí spojenie.
Vyššie uvedené spôsoby dokovania sa používajú na miestach, kde dochádza k častým zmenám prvkov. Dôvodom výmeny môže byť interakcia s agresívnymi kovmi, dokovanie s materiálmi rôzneho zloženia.
Vlastnosti medeného spájkovania
Dokovanie segmentov sa vykonáva zo spracovania okrajov kovu. Veľkosť kovania musí zodpovedať danej konfigurácii, nie je dovolené naťahovať kov na požadovanú veľkosť, v tomto prípade sa stráca pevnosť a elasticita. Čistenie prebieha v poriadku, expandovaný prvok je vyčistený vo vnútri a ukotvený je vonku. Pri práci s spájkovačkou sa spájka zahrieva z hrotu. Na realizáciu kvalitného spojenia medených rúr sú potrebné skúsenosti, pretože sa môžu vyskytnúť neopraviteľné chyby.
Výrobky z medi sa používajú takmer vo všetkých chladiacich zariadeniach rôznych typov. Materiál sa osvedčil v priemysle, používa sa na elektromechanické účely, pri čerpaní horľavých materiálov.
Nevýhody medených rúrok
Jednou z hlavných nevýhod je vysoká cena medených výrobkov. Alternatívne materiály ako plast alebo oceľ môžu byť výrazne lacnejšie. Materiál kovu je mäkký, pri najmenšom vonkajšom náraze dochádza k deformácii, poruche určitej oblasti.
Prenos teplej vody vo vykurovacích systémoch môže byť traumatický, pretože meď má vysoký prenos tepla. Tepelné straty sú vylúčené použitím izolačných materiálov, pre bezpečnú prevádzku je potrebné utopiť potrubia vo vnútri dokončovacích materiálov miestnosti.
Komunikácia z medených rúr a tvaroviek
Vysokokvalitné medené rúry a tvarovky, ktorých technické a prevádzkové vlastnosti zodpovedajú medzinárodným normám ISO 9002, BS2 a DIN, dnes vyrábajú zahraničné aj domáce spoločnosti. Takéto potrubia, ako aj ich spojovacie prvky, úspešne odolávajú vysokému tlaku médií, ktoré sú nimi prepravované, vysokým a nízkym teplotám a mechanickému namáhaniu, ktorému môžu byť vystavené počas prevádzky, prepravy a skladovania.
Na rozdiel od polymérových rúr populárnych v našej dobe sa výrobky z medených rúr nezhoršujú vystavením slnečnému žiareniu, nebojí sa korózie, čo je skutočná pohroma pre výrobky vyrobené zo železných kovov. Z hľadiska životnosti, od ktorej sa medené rúry a tvarovky líšia, sa s nimi nedá porovnávať žiadny podobný výrobok vyrobený z iného materiálu. Je pozoruhodné, že medené výrobky sú prakticky večné, životnosť komunikácií z nich je najmenej 100 rokov.

Systém vykurovania a zásobovania vodou z medených rúr v súkromnom dome
Potrubné výrobky, ako aj tvarovky vyrobené z medi, sa používajú na usporiadanie inžinierskych sietí na rôzne účely:
- vykurovacie systémy;
- klimatizácia;
- prívod studenej a teplej vody;
- plynové komunikácie.
Tí spotrebitelia, ktorí sa rozhodnú používať výrobky z medených rúr a medené tvarovky, ich používajú hlavne na vybavenie spoľahlivých a odolných vodovodných sietí. Kovania vyrobené z medi sú kompaktnejšie a vyzerajú oveľa čistejšie ako kovania vyrobené zo železných kovov. Vysvetľuje to skutočnosť, že pri navrhovaní a výrobe medených tvaroviek nie je potrebné zhrubnúť ich steny, berúc do úvahy ich ďalšiu koróziu, pretože tomu jednoducho nepodliehajú.









Montáž medených rúr do vykurovacieho systému svojpomocne
Existuje niekoľko dôvodov vysvetľujúcich vysokú popularitu rúr a tvaroviek vyrobených z medi:
- meď, ako viete, má antiseptické vlastnosti, preto sa vo vodovodných potrubiach vyrobených z tohto kovu nevyvíjajú patogény a kvalita vody prepravovanej cez ne sa dokonca zlepšuje;
- inštalácia potrubí, pre ktoré sa používajú medené rúry a tvarovky, je oveľa jednoduchšia ako komunikácia z čiernych rúrok;
- kvôli vysokej ťažnosti medi, rúry vyrobené z tohto kovu, keď v nich voda zamrzne, neprasknú, ale jednoducho sa deformujú; na zničenie medenej rúrky je potrebné na ňu použiť vnútorný tlak 200 atm a takéto tlaky jednoducho neexistujú v komunikáciách pre domácnosť.



