- Spájkovanie medených rúrok vlastnými rukami: ako spájkovať medené rúry?
- Spájky na spájkovanie medi
- Plynové horáky na spájkovanie
- Pravidlá pre bezpečnú prevádzku zariadenia
- Ako spájkovať rúrky
- Spôsoby spájkovania medených častí
- Vlastnosti vysokoteplotných zlúčenín
- Spájkovanie
- Bezpečnostné opatrenia pri spájkovaní medených rúrok
- Pokyny na mäkké spájkovanie
- Upevnenie medených rúr s inými materiálmi
- Mýty o medených potrubiach
- Ako si vybrať správnu spájku?
- Vysokotlakové viazacie krimpovacie spoje
- Metóda č. 4: Push-connect pripojenie
Spájkovanie medených rúrok vlastnými rukami: ako spájkovať medené rúry?
Existujú dva typy spájkovacích medených rúr:
- nízka teplota;
- vysoká teplota.
Pomocou prvej metódy sa spravidla montujú komunikácie pre domácnosť. Pre túto metódu je vhodná mäkká spájka, môže to byť medený (s prímesou fosforu) drôt s prierezom 2 mm, cín alebo olovo s prísadami, mäkká spájka so striebrom.
Spájkovanie s malými zručnosťami nebude ťažké.
Mäkká spájka má nižšiu teplotu topenia ako meď, takže ak dodržíte preventívne opatrenia, môžete sa bezpečne pustiť do práce.
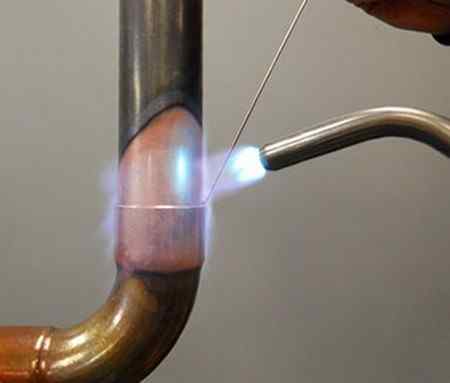
Najprv by ste mali pripraviť tavidlo, pretože čistí kov od oxidov a chráni miesto spájkovania pred prístupom kyslíka. Flux ošetruje koniec rúry a spojovaciu časť, v tomto prípade armatúru.
Ďalej sa potrubie pripojí k armatúre a spoj sa zahrieva pomocou plynového horáka alebo spájkovačky. Pri zahrievaní sa spájka roztaví a v tekutom stave prenikne do všetkých voľných dutín spoja. Spájka by mala byť rovnomerne rozložená po spoji a rúrka s tvarovkou by mala byť odložená, kým nevychladne.
Tvrdé spájkovanie sa vykonáva v rovnakom poradí, ale s vyššou teplotou ohrevu spájky.
Spájky na spájkovanie medi
Stavebný trh ponúka viacero možností spájka na spájkovanie medené rúrky. Existuje názor, že mäkké spájky, pozostávajúce z cínu s rôznymi druhmi prísad, nemôžu zabezpečiť spoľahlivosť spájkovaných spojov. Napriek tomu, že to nie je úplne pravda, môžete hrať na istotu a zvoliť spájku s prídavkom striebra.
Na vysokoteplotné spájkovanie je určená tvrdá medeno-fosforová spájka, ktorá poskytuje väčšiu spoľahlivosť spájkovania. Vysokoteplotné spájkovanie sa používa pri spájaní potrubí hlavných potrubí, kde sú prípustné tlakové straty.
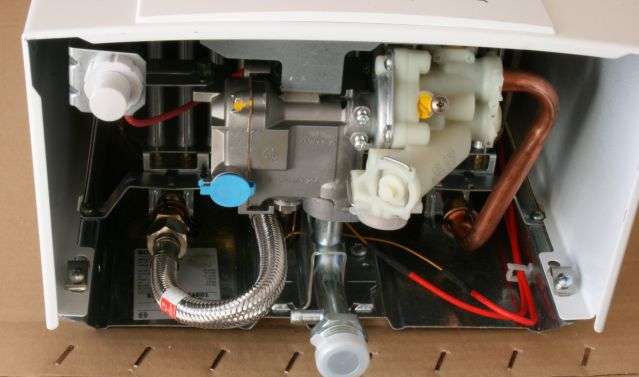
Plynové horáky na spájkovanie
Po spustení nezávislej inštalácie potrubia je potrebné zvoliť správne nástroje a zariadenia na spájkovanie medených rúr, pričom je potrebné venovať osobitnú pozornosť horáku. Horák môže byť:
Horák môže byť:
- Propán (používa sa najčastejšie pri veľkých objemoch práce).
- So zmesou MAPP (plynná zmes metylacetylén-propadien-propán).
- acetylén.
- Kyslík.
Plynové horáky môžu byť vybavené odnímateľnými jednorazovými fľašami alebo hadicovým pripojením k stacionárnej fľaši.
Na inštaláciu malého potrubia postačuje model s odnímateľnou plynovou nádržou.
To je všetko, čo potrebujete vedieť o vlastnostiach spájkovania medených výrobkov. S potrebným vybavením a materiálmi na spájkovanie medených rúrok môžete nezávisle namontovať domáce potrubie, ktoré vydrží mnoho rokov.










Pravidlá pre bezpečnú prevádzku zariadenia
Zariadenie plynovej fľaše, ak sa používa nesprávne, sa môže stať zdrojom vážneho výbuchu alebo požiaru.
Pri vykonávaní zváračských prác používajte osobné ochranné prostriedky: okuliare, rukavice, špeciálnu obuv.

Pred začatím práce musíte zariadenie dôkladne skontrolovať, či nie je poškodené. Ak je zariadenie špinavé, nezabudnite ho odstrániť
S propánovými fľašami je možné pracovať len v dobre vetraných priestoroch, pričom teplota vzduchu by nemala byť nižšia ako 0 °C.
Absolútne zakázané:
- Pracujte v blízkosti otvoreného ohňa.
- Pri práci majte valec naklonený.
- Nádoby umiestnite pod slnko.
- Vykonávajte prácu bez prevodovky.
- Zahrejte prevodovku na otvorenom ohni.
Okrem toho, ak cítite plyn, musíte okamžite prestať pracovať a zavrieť ventil na valci. Odporúčame tiež, aby ste sa oboznámili s hlavnými príčinami výbuchu plynových fliaš.
Pri práci bez osobných ochranných prostriedkov sa môžete popáliť nielen otvoreným ohňom, ale aj náhodným kontaktom s horúcimi časťami.
Ak zvažované domáce horáky nie sú pre vás vhodné, odporúčame vám oboznámiť sa s ďalšími možnosťami výroby užitočných domácich výrobkov, o ktorých sa hovorí v našich článkoch - horák a horák do sauny.
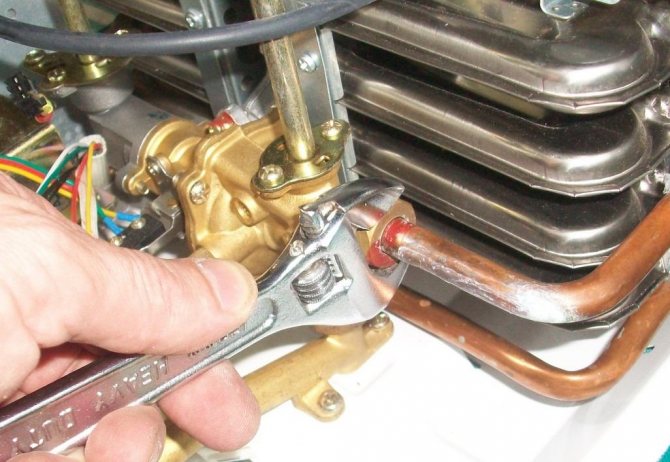
Ako spájkovať rúrky
Pred začatím práce musíte pripraviť komunikáciu na expozíciu. Zváranie potrubí sa vykonáva na malých úsekoch kanalizačných systémov, takže musíte potrubie odrezať na určitú veľkosť. Miesto rezu sa vyčistí, potom sa tam urobí skosenie. Táto operácia pomôže uľahčiť pripojenie vykurovacej a chladiacej vetvy k armatúram.
Foto - pokyny krok za krokom
Na inštaláciu žíhaných materiálov budete musieť použiť takzvaný expandér rúr. Tento nástroj je potrebný na inštaláciu na armatúry s neštandardným priemerom. Existujú zariadenia rôznych priemerov, takmer do 110 mm.
Pokyny krok za krokom ako na to spájkovať medené rúrky plechovka:
Podľa SNiP musí byť menovitý priemer vždy menší ako tvarovka;
Vysokoteplotné spracovanie škár začína až po ich odizolovaní. Armatúry a rúry by sa mali čistiť kefou a v prípade potreby pretrieť brúsnym papierom. V závislosti od uloženia komunikácií sa odporúča aj ošetrenie ich kĺbov alkoholom na odmastenie;
Ďalej sa na miesto, kde sa budú spájkovať medené rúry, nanesie tenká vrstva taviacej pasty a nainštalujú sa armatúry, ktoré sa nainštalujú na spojenie častí komunikácie;
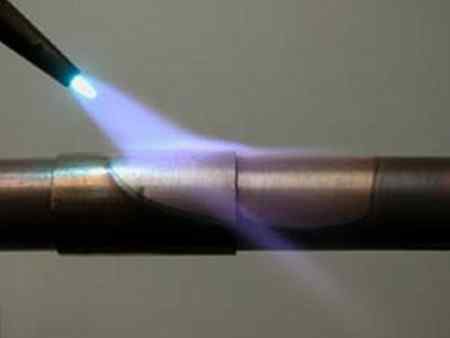
Teraz sa horák zapne na požadovanú teplotu. Spájkovanie sa musí vykonávať presne pozdĺž okraja spojov a miesto spájania tvarovky sa musí zahriať horákom.Pri zváraní inštalatérskych komunikácií je najvhodnejšie pracovať s cínom, pretože sa absorbuje do kovu a môžete ušetriť čas na zahrievanie spojov;
Potrubie je potrebné spájkovať maximálne 20 sekúnd, pretože maximálna teplota horáka je nad 1000 stupňov. Buďte opatrní, v niektorých podmienkach je potrebné zváranie pri nízkej teplote, preto je vhodné vedieť, aký typ potrubia máte;
Po vykonaní montáže kanalizácie
Je veľmi dôležité okamžite nezapnúť vodu v potrubiach, inak spojenie nebude mať čas vychladnúť a bude pokryté trhlinami - to negatívne ovplyvní tesnosť spojenia. Priemerná doba chladenia medi je od 30 minút do dvoch hodín.
Na zváranie medených rúrok s malým rozdielom priemerov sa používa technológia "kapilárneho spájkovania". Umožňuje vám spájať jednotlivé komunikácie pomocou spájkovačky s rozdielom medzi nimi do 0,5 mm. V tomto prípade spájka vyplní priestor medzi rúrkami. To umožňuje inštaláciu systému bez švu. Technika využíva tvrdé spájky, ktoré majú zlepšenú ochrannú funkciu.
Veľká časť úspechu spájkovania závisí od typu použitej spájky. Najčastejšie sú medené rúry zvárané striebrom, mosadzou a cínom, ktoré majú vysoké prietoky. Menej často sa pracuje s hliníkom.
Okamžite si môžete kúpiť nielen stroj na spájkovanie medených rúrok, ale aj sadu expandérov a tvaroviek, ktoré budete potrebovať pri zapájaní kanalizácie bez profesionálneho inštalatéra. Pred začatím práce vám odporúčame absolvovať školenie v technike alebo si aspoň pozrieť video.










Spôsoby spájkovania medených častí
Na pripojenie medených rúrok sa používajú iba dva spôsoby spájkovania.Každý z nich sa používa podľa špecifikácie dielu a vlastností. Spájkovanie medených rúr vlastnými rukami sa delí na:
- Pri vysokých teplotách sa inak nazýva „tuhá“. Indikátor teploty v tomto režime dosahuje 900 °. Žiaruvzdorná spájka vám umožňuje vytvoriť šev s vysokou pevnosťou, táto metóda sa používa pri výrobe potrubí vystavených vysokému zaťaženiu.
- Proces mäkkého spájkovania sa vykonáva pri teplotách od 130 °, používa sa v domácich aplikáciách pri práci s rúrkami s priemerom do 1 cm.Technológia zahŕňa spájanie dokovaním, predbežnú úpravu pastou taviva.
Pri práci je dôležité nezabúdať, že sila plameňa vydávaného horákom môže dosiahnuť 1000 stupňov. Spracovanie spojov preto nesmie trvať dlhšie ako 20 sekúnd.
Pri zahriatí sa mäkká spájka začne topiť a vypĺňa spoj.
Vlastnosti vysokoteplotných zlúčenín
Pri vysokoteplotnej metóde spájkovania sa kov vypaľuje pri teplote 700 ° C a vyššej, čo prispieva k zmäkčeniu kovu. Na spájkovanie sa používa plameňové zariadenie, ktoré je schopné roztaviť tvrdé spájky. Spájka pozostáva z ich zloženia medi a fosforu, vyrába sa vo forme tyčiniek. Proces spájkovania medených rúrok neznamená použitie taviva, po postupnosti činností je možné spoj správne vyplniť.
Vysokoteplotné pripojenie medených rúr
Proces začína, keď sa spájkovacia tyč roztopí, pracovné kroky sú:
- po montáži sa spojovací šev zahreje;
- tuhá spájka sa dodáva do križovatky, ktorej zmäkčenie sa vykonáva plynovým horákom;
- keď sa vizuálne potvrdí, že sa spájka nanáša na kov, potrubie sa musí otočiť, musí sa skontrolovať dokovanie po celom obvode.
Hlavnými výhodami tohto spôsobu je vysoká pevnosť spoja medených rúrok, v prípade potreby je možné zmeniť priemer spoja menšou stranou. Vysoké teploty počas prevádzky nemôžu zničiť šev. Tvrdé spájkovanie vyžaduje určité zručnosti, počas prevádzky je možné prehriatie, čo vedie k zničeniu kovu.
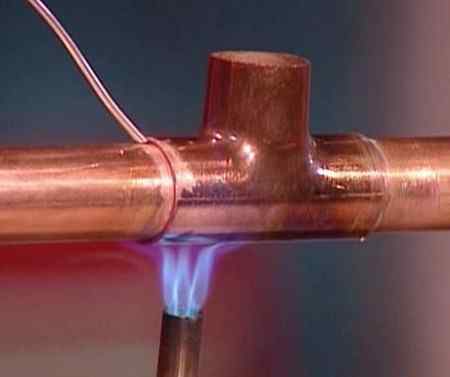
Spájkovanie
Každý proces si vyžaduje zodpovedný prístup k výkonu práce. Na vykurovanie sa používa propánový alebo benzínový horák pri použití mäkkej spájky spojením medených rúrok
Je dôležité vedieť, že horák s piezo zapaľovaním výrazne skráti dobu prevádzky, nákup drahých modelov bez tejto funkcie sa neodporúča.
Technologický proces
V procese je dôležité používať vysokokvalitné príslušenstvo, taviaca pasta hrá dôležitú úlohu pri spájaní. Rovnomerné pokrytie častí medených rúrok sa dosiahne pomocou mäkkej kefy, po aplikácii sa prebytok odstráni handrou
Teplota horáka môže dosiahnuť 900 stupňov, pri spájkovaní je dôležité, aby ste výrobok nepreexponovali, inak dôjde k prehriatiu.
Bezpečnostné opatrenia pri spájkovaní medených rúrok
Medené rúry sa používajú ako vodiče tekutín s dobrými antikoróznymi vlastnosťami. Inštalácia medených rúrok nemôže byť vykonaná na zabezpečenie pitnej vody z vodovodu. Meď prichádza do styku s chlórom, ktorý sa pridáva na čistenie vody a môže vytvárať látky škodlivé pre ľudské telo.V prípade artézskych zdrojov nie je používanie studní nebezpečné.










Spájkovanie medi s rukavicami
Dôležité je používať kvalitné náradie, pracovať v rukaviciach a sledovať stav techniky. Tepelná vodivosť kovu je pomerne vysoká, pri zahriatí jedného z uzlov a nedodržaní bezpečnostných opatrení je možné popáliť sa
Vysokokvalitný šev je možné získať pri absencii vonkajších faktorov vo forme zaťaženia, kým sa spoj úplne neochladí.
Pokyny na mäkké spájkovanie
Pozor: Okraj rúry a samotná rúra musia byť dokonale rovné a rovné - od toho bude závisieť kvalita upevnenia dielov, preto je najlepšie použiť na rezanie rúrok rezačku rúr
- Pomocou expandéra potrubia zväčšite priemer tvarovky, pomocou úkosovačky očistite okraje potrubia.
- Vnútro tvarovky vyleštite kefou, vonkajšiu stranu potrubia kefou.
- Pomocou štetca naneste spájkovaciu pastu - tavidlo - na armatúru a rúrku a ihneď pripevnite diely tak, aby nedošlo k akémukoľvek druhu znečistenia.
- Pomocou spájkovacieho horáka jemne zahrejte spoj a pohybujte sa po celej rovine. Kritériom dobrého zahriatia je zmena farby pasty.
- Dokončite zahrievanie spájaných dielov, naneste spájku na celý povrch spoja. Spájkovacieho drôtu sa nesmie dotknúť plameňom horáka: spájka sa musí roztaviť na medený povrch rúrky, presne od jej teploty bez zásahu ohňa.
- Počkajte na prirodzené ochladenie spoja – bez akýchkoľvek chladiacich prostriedkov.
- Nezabudnite odstrániť zvyšnú pastu z rúr vlhkou špongiou. Jeho účinok je potrebný iba pri spájkovaní: ničí ochrannú vrstvu medenej základne.
Pozor: diely počas spájkovania a dočasne po ňom musia byť dobre upevnené, pretože medené rúrky je možné spájkovať iba v stacionárnej polohe. Spoj v mieste pripevnenia dielov musí byť tesný a rovný.
Výsledok bude možné skontrolovať až vtedy, keď bude v potrubí zapnutý dostatočný tlak vody, ale ak spájkovanie prebehlo v poriadku, spoľahlivosť spojenia sa nijako neznižuje od teploty vody, prípadných tlakových poklesov alebo z času na čas
Spoj v mieste upevnenia dielov musí byť tesný a rovný. Výsledok bude možné skontrolovať až vtedy, keď bude v potrubí zapnutý dostatočný tlak vody, ale ak spájkovanie prebehlo v poriadku, spoľahlivosť spojenia sa nijako neznižuje od teploty vody, prípadných tlakových poklesov alebo z času na čas.
Upevnenie medených rúr s inými materiálmi
Existuje niekoľko dôležitých nuancií spojených s možnosťami spojenia medených konštrukcií s výrobkami z iných kovov:
- Upevnenie medi a pozinkovanej ocele môže nepriaznivo ovplyvniť stav potrubia z pozinkovanej ocele: chemické reakcie medzi zinkom a meďou vedú k zničeniu prvého.
- Medené spojovacie prvky s oceľou, plastom a mosadzou sú bezpečné a nekorodujú kovy.
Preto, ak je potrebné upevniť medené a pozinkované rúry, možno to urobiť iba pomocou mosadznej armatúry a iba v jednom smere: cirkuláciou vody z pozinkovanej rúry do medenej rúry.
Medené rúrky sa pripevňujú k plastovým alebo oceľovým rúrkam iba pomocou mosadzných prítlačných armatúr.Hlavné upevnenie systému sa vykonáva pomocou upínacieho krúžku a upínacej matice armatúry: priskrutkujú sa štandardným počtom otáčok uvedeným v technickej podpore armatúry a počas prevádzky sa musia pravidelne kontrolovať na možné netesnosti alebo uvoľnenie.
Mýty o medených potrubiach
Vzhľadom na nedostatok zvyku na meď ako materiál pre plynové, vodovodné a vykurovacie systémy má moderný domáci spotrebiteľ k tomuto kovu určitú nedôveru. Existujú dva mýty:
- Medené rúry sú nebezpečné pri kontakte s chlórovanou vodou. Samozrejme, meď, ktorá začína reakciu s prvkami chlóru, oxiduje, ale film, ktorý sa objavuje vo vnútri potrubia, naopak chráni potrubia pred rôznymi chemickými účinkami a je pre ľudské telo absolútne bezpečný.
- Medené potrubie je drahé a nepraktické, napriek vysokým nákladom. Nepraktickosť sa vysvetľuje pravdepodobnou oxidáciou vonkajšej strany rúr, pričom vnútri sú zoxidované aj medené rúry, ktoré sú však voči korózii úplne imúnne. Drahšia cena medených rúr je viac ako pokrytá trvanlivosťou materiálov a jednoduchosťou inštalácie vlastnými rukami.
Ale takéto mýty môžu byť zničené len rokmi praxe. Nie nadarmo sa tento kov používal vo vodovodných systémoch už pred niekoľkými storočiami a doteraz má meď v európskych krajinách zaslúžené uznanie. Pre ľahkú inštaláciu a kvalitu materiálov sú vhodnejšie medené rúry pre domáce inštalatérske práce, ktoré si u nás určite nájdu nových obdivovateľov.





![Spájkovanie medených rúr svojpomocne [výber horáka, video, tipy]](https://fix.housecope.com/wp-content/uploads/8/0/1/801490b7bbbfe2c416281ada3dc007be.jpeg)




Ako si vybrať správnu spájku?
Správne vybraná spájka pomôže zorganizovať komunikačný systém akejkoľvek zložitosti bez veľkého úsilia. Pokiaľ ide o prácu doma, mali by ste použiť materiál, ktorý sa topí pri nízkych teplotách.
Použitie vysokoteplotných tvrdotaviteľných prvkov v každodennom živote je problematické, pretože vyžaduje zahrievanie pracovnej zliatiny na 600 - 900 stupňov. Dosiahnuť to bez špeciálneho vybavenia je dosť ťažké.
Spájkovanie potravinárskej medi je možné vykonávať špeciálnymi spájkami, ktoré neobsahujú toxické, jedovaté a agresívne prvky, ktoré môžu poškodiť zdravie
Používanie kovov a ich derivátov, ktoré sa topia pri vysokých teplotách, je spojené s určitým rizikom. Počas spracovania sa môžu poškodiť alebo dokonca prepáliť cez tenkostennú medenú rúrku.
Aby sa tomu zabránilo, má zmysel vziať silnú, ale nízkotaviteľnú mäkkú spájku a ponechať pevnú verziu pre hrubostenné medené komunikácie.
Keď sa na systéme neočakáva veľké zaťaženie, nie je potrebné použiť tvrdú spájku, pokiaľ nie je potrebné inak. V hlavných domácich komplexoch postačujú mäkké spájky z ľahkých zliatin na vytvorenie spoľahlivého spojenia.
Na pripojenie medených rúrok v plynových sieťach sa oplatí zvoliť spájky obsahujúce striebro. Poskytujú maximálnu pevnosť spoja, neutralitu vibrácií a vysokú odolnosť voči vonkajším a vnútorným vplyvom.
Zaplatiť za striebro bude stáť trochu viac, ale bezpečnosť, spoľahlivosť a odolnosť systému časom splatia všetky finančné náklady.
Vysokotlakové viazacie krimpovacie spoje
Pokroky v technológii spájania krimpovania a vo vývoji materiálov pre o-krúžky umožnili aplikovať krimpovacie spoje na vysokotlakové systémy. Vysokotlakové systémy však vyžadujú mierne odlišné konfigurácie lisovacích čeľustí.
Výsledok výroby spojovacieho uzla technikou 360º dvojitého krimpovania
Lepenie lisovaných spojov pre nízkotlakové, procesné a nemedicínske potrubia stlačeného plynu používa jeden štandardný šesťhranný tvar lisovania.
Lepenie s vyšším tlakom vyžaduje použitie špeciálne navrhnutých lisovacích tvaroviek a upínacích čeľustí, aby sa zabezpečilo 360° dvojité zalisovanie tvarovky.
Metóda č. 4: Push-connect pripojenie
Charakteristickým znakom metódy montáže zasunutím je, že na inštaláciu nie sú potrebné žiadne ďalšie nástroje, horáky, špeciálne palivové plyny alebo elektrina. Nástrčná montáž je zabezpečená integrovaným elastomérovým tesnením a nerezovým úchopovým krúžkom.
Pohodlný vo všetkých ohľadoch a celkom praktický na obsluhu, spôsob montáže zostavy vložením stlačením (push-connect)
Typické tlakové a teplotné rozsahy pre nasúvacie zostavy sú uvedené v tabuľke:
| Typ zostavy | Rozsah tlaku, kPa | Rozsah teplôt, ºC |
| Zasúvací vsuvka, D = 12,7 – 50,8 mm | 0 – 1375 | mínus 18 / plus 120 |
Pre tento typ montáže existujú dva bežné typy kovania. Obe možnosti vytvárajú silné a spoľahlivé uzlové zostavy.Zatiaľ čo však jeden typ zasúvacej armatúry umožňuje jednoduché odstránenie zostavy po inštalácii, napríklad pri údržbe systému, druhý túto konfiguráciu nepodporuje. Tieto momentové armatúry sa navzájom líšia.








Typy armatúr pre zasúvacie spojenia: vľavo - skladací dizajn; vpravo - neoddeliteľné prevedenie
Pred montážou zostavy je potrebné vykonať všetky prípravné postupy s medenou rúrkou, ako už bolo popísané vyššie
Tu je potrebné venovať osobitnú pozornosť čisteniu skoseného konca medenej rúrky brúsnym papierom, nylonovou brúsnou handričkou alebo hygienickou handričkou. Tieto činnosti zaisťujú integritu tesniaceho tesnenia v čase vkladania medenej rúrky do tela tvarovky.
Montáž zahŕňa vykonanie tuhého tlačného a súčasne otočného pohybu smerovaného do tela armatúry. Pohyb medenej rúrky vo vnútri tvarovky sa vykonáva dovtedy, kým medená rúra nedosadne na zadnú časť misky tvarovky. Tento moment je zvyčajne označený vopred vykonanou značkou hĺbky vloženia na povrchu medi.
S pomocou informácií: Cooper