- Ako sa pripojiť?
- Zváraný spoj
- Spojenie polypropylénových rúr s kovovo-plastovými možnosťami
- Anatómia polypropylénových rúr
- Klasifikácia PP materiálu
- Ako vyzerá označenie?
- Vzhľad a vnútorná štruktúra
- Typy PP rúr a dekódovanie značiek
- Klasifikácia polypropylénových rúr
- Inštalácia
- Kovovo-plastové rúry - technické vlastnosti:
- Aplikácie - pokrytie prostredníctvom technických vlastností:
- Technológia pripojenia polypropylénových rúrok
- S použitím zvárania
- „studeným“ spôsobom
- Možnosť lepidla
- Označovanie
- Spôsoby spájania rúr vyrobených z polypropylénu
- Závitové tvarovky
- Difúzne zváranie
- Zváranie s elektrotvarovkami
- Zváranie na tupo
- Zváranie za studena
- Adhézne spojenie
- Aplikácia príruby
- Spájkovanie pomocou spájkovacej pásky
- O číselných a abecedných znakoch v označovaní
- Menovitý tlak
- Prevádzková trieda
- Rozmery
Ako sa pripojiť?
V prípade, že potrebujete spojiť polypropylénovú rúrku s kovovou, môžete použiť metódu závitového pripojenia. Na to budete potrebovať špeciálne tvarovky, ktorých jeden koniec je hladký a druhý koniec je so závitom pre kovovú rúrku. Pri tomto type pripojenia by priemer potrubia nemal presiahnuť 40 mm.
Závit na armatúre môže byť vonkajší alebo vnútorný.Na zváranie plastovej rúry je potrebný hladký povrch na zadnej strane. Na tesnosť sa používa najmä ľanová kúdeľ napustená sušiacim olejom.
Postupnosť akcií pre metódu závitovej montáže:
- rúrka sa odreže v pravom uhle, jej koniec sa namaže tukom a potom sa pomocou závitového nástroja aplikuje závit;
- odstráňte všetky triesky zo závitu a utesnite spoj pomocou kúdele;
- na rúrkový závit je naskrutkovaná armatúra;
- opačný hladký koniec spojky je privarený k polypropylénovej rúre.
Polypropylénové rúry je možné spájať zváraním aj studenou metódou. Uprednostňuje sa prvá možnosť, pretože sa považuje za najspoľahlivejšiu a najodolnejšiu.


Zváraný spoj
Pred zváraním musia byť polypropylénové rúry a ich tvarovky ošetrené odmasťovacím roztokom a potom sa nechajú vysušiť - až po tomto postupe môžete pristúpiť priamo k zváraniu. Podobné prípravné práce sú potrebné pre akýkoľvek typ PP potrubia, s výnimkou tých, ktoré sú vystužené fóliou. Pri vystuženej rúre sa rez vyčistí špeciálnym čistiacim nástrojom (holiaci strojček), do ktorého sa vloží požadovaný koniec rúry a niekoľkokrát sa otočí. Po odizolovaní je potrebné odmastiť hornú časť potrubia.


Na potrubie je potrebné umiestniť značku pomocou značky s uvedením požadovanej vzdialenosti na zatlačenie do tvarovky. Potom je potrebné nasadiť koniec rúry na tŕň a vložiť tvarovku do objímky zváracieho stroja. Všetky akcie by sa mali robiť veľmi rýchlo a jasne. Potom sa pripojené prvky zahrievajú na presne stanovený čas.
Po roztavení prvkov, ktoré sa majú zvárať, sa musia odstrániť z trysiek a potrubie sa musí rýchlo vtlačiť do tvarovky.Na spojenie sú potrebné určité sily, pretože prvky, ktoré sa majú zvárať, musia byť pevne stlačené a chvíľu podržané v tejto polohe. Spojovacie prvky sa neoplatí upínať na viac ako 20 sekúnd, pretože tento čas stačí na to, aby ich pevne uchopil. Po spojení ho určite nechajte pár minút vychladnúť.


Spojenie polypropylénových rúr s kovovo-plastovými možnosťami
V tomto prípade sa metóda spájania považuje za spoľahlivú metódu pripojenia. Na inštaláciu budete navyše potrebovať dva nastaviteľné kľúče, tmel a kúdeľ.
Postupnosť činností pri pripájaní polypropylénových a kovoplastových rúrok:
- odnímateľný prvok je rozložený na dve časti;
- na časti s vonkajším závitom je potrebné navinúť kúdeľ a natrieť ho silikónovým tmelom;
- kúdeľ je tiež navinutá na druhej armatúre a všetko je namazané silikónom;
- časti spoja musia byť skrútené dohromady najprv rukou a potom vytiahnuté pomocou nastaviteľného kľúča.
Anatómia polypropylénových rúr
Väčšina polypropylénových (PP) rúr je rovnaká len na prvý pohľad. Ich podrobnejšie preskúmanie nám umožní všimnúť si rozdiely v hustote materiálu, vnútornej štruktúre a hrúbke steny. Rozsah potrubí a vlastnosti ich inštalácie závisia od týchto faktorov.
Klasifikácia PP materiálu
Kvalita zváraného polypropylénového švu a výkon rúr sú do značnej miery určené výrobnou technológiou PP.
Existujú také typy dielov na základe materiálu ich výroby:
- PRN. Jednovrstvové výrobky vyrobené z homopolypropylénu. Používajú sa v priemyselných potrubiach a systémoch zásobovania studenou vodou.
- RRV. Jednovrstvové výrobky vyrobené z PP blokového kopolyméru.Používajú sa pri inštalácii sietí podlahového vykurovania a studených potrubí.
- PPR. Jednovrstvové výrobky vyrobené z náhodného kopolyméru PP. Používajú sa v systémoch zásobovania vodou a vykurovania domácností s teplotou vody do +70 °C.
- P.P.S. Nehorľavý typ rúr s prevádzkovou teplotou do +95 °С.
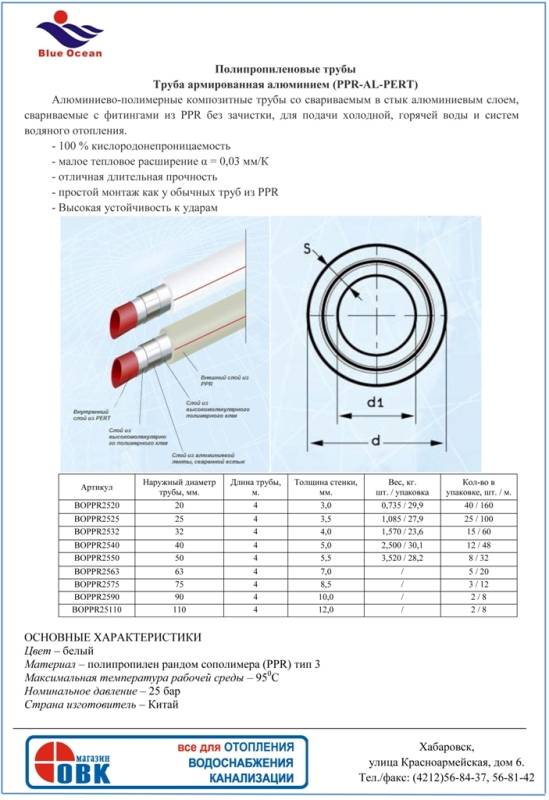
Existujú aj viacvrstvové vystužené časti vyrobené z PP.
Pri zahriatí na 80 stupňov sa vystužené PP rúry predĺžia o 2-2,5 mm / m a obyčajné jednovrstvové rúry - o 12 mm / m
Majú dodatočný vnútorný hliníkový plášť, ktorý dramaticky znižuje tepelné predĺženie, uľahčuje inštaláciu kabeláže a prevádzkovú bezpečnosť.
Nevýhodou týchto výrobkov je nutnosť odstránenia vrchnej polymérovej vrstvy a hliníka pred spájkovaním do hĺbky prieniku rúry do tvarovky.
Podrobnejšie sme typy PP rúr podľa materiálu výroby a tvaroviek skúmali v našom ďalšom článku.
Ako vyzerá označenie?
Požadované rúry a tvarovky pre plastové rozvody na stavebnom trhu si môžete vybrať sami. Musíte len poznať konvencie označovania.






Indikátory môžu byť v inom poradí a v cudzom jazyku, ale manažéri predajní by mali poznať akékoľvek dekódovanie
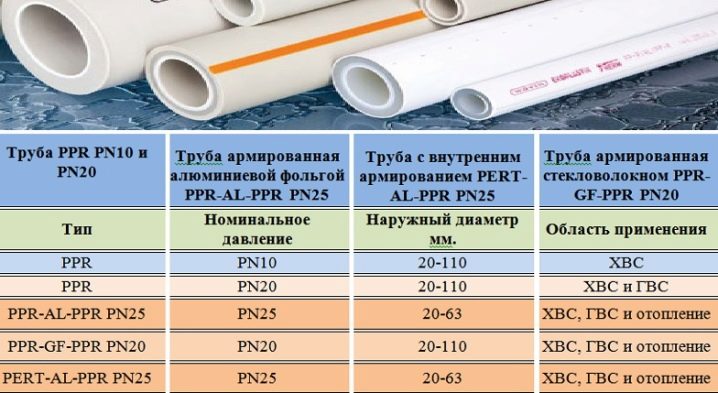
Na určenie rozsahu polypropylénových výrobkov je hlavným ukazovateľom PN. Toto je indikátor nominálneho tlaku v kgf / cm2 (1 kgf / cm2 \u003d 0,967 atmosféry), pri ktorom sa životnosť nemení. Základná teplota chladiacej kvapaliny vo výpočte sa predpokladá na 20 °C.
V domácom sektore sa používajú 4 hlavné typy PP rúr s rôznymi indikátormi PN:
- PN10 - pre prívod studenej vody;
- PN16 - pre studenú a pre prívod teplej vody;
- PN20 - pre teplovodné a vykurovacie systémy;
- PN25 - pre vykurovacie systémy, najmä centrálneho typu.
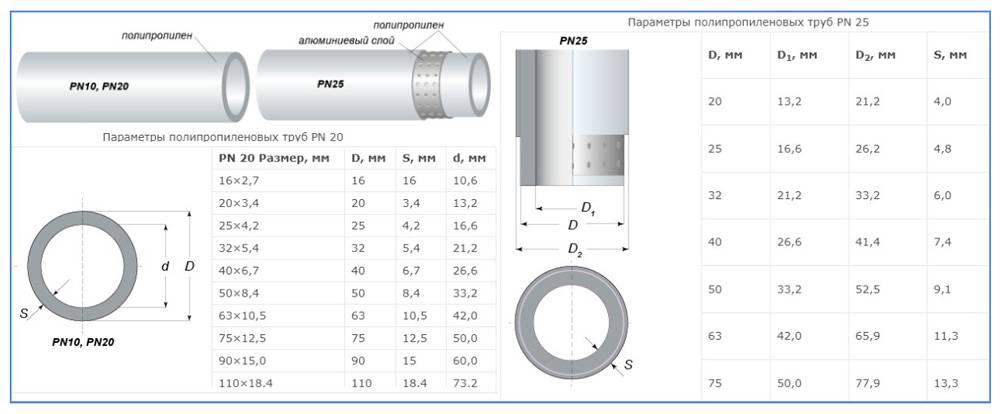
Výrobky s PN25 majú často veľkú lineárnu dĺžku, takže sú takmer vždy vystužené hliníkovou fóliou alebo silným sklolaminátom pre menšiu expanziu pri zahrievaní. Odporúčame, aby ste sa bližšie pozreli na označenie PP rúr na vykurovanie.
Vzhľad a vnútorná štruktúra
Kvalitné PP rúrky majú na reze dokonale guľatý tvar. Hrúbka stien a výstužného materiálu musí byť po celom obvode rovnaká, v hliníku alebo sklolamináte by nemali byť žiadne zlomy.
Na orezanie hornej vrstvy plastu a fólie na vystužených rúrach si musíte zakúpiť špeciálny nástroj - holiaci strojček. Je lacný a ľahko ovládateľný
Vystužená rúra sa tradične skladá z troch vrstiev: vnútornej a vonkajšej polypropylénovej a stredného hliníka alebo sklolaminátu. Povrchy rúr musia byť hladké, bez priehybov a priehlbín.
Farba materiálu môže byť zelená, biela alebo šedá, ale kvalita a vlastnosti rúr na tom vôbec nezávisia.
Typy PP rúr a dekódovanie značiek
Výrobcovia vyrábajú niekoľko typov polypropylénových rúr, ktoré sa líšia hrúbkou steny a prítomnosťou dodatočnej výstužnej vrstvy z hliníkovej fólie alebo sklolaminátu.
Každý typ výrobku má štandardizované vonkajšie a vnútorné rozmery rôznych priemerov, svoj účel a príslušné označenie.
Hlavnými technickými charakteristikami sú prevádzková teplota chladiacej kvapaliny a menovitý vnútorný tlak v potrubí. Životnosť potrubia priamo závisí od týchto parametrov.
Označenie zahŕňa:
- písmená "PN" - označenie menovitého tlaku;
- čísla "10, 16, 20, 25" - zodpovedajú hodnote menovitého pracovného tlaku v atmosfére (kgf / cm2).
Klasifikácia polypropylénových rúr
| Typ potrubia | Charakteristika a účel | Max. pracovná teplota | Menovitý pracovný tlak |
|---|---|---|---|
| PN10 | Tenkostenné, na studenú vodu a podlahové kúrenie | do 20°C do 45°С (pre podlahy) | 10,2 atm. (1 MPa) |
| PN16 | Univerzálny, pre prívod studenej a teplej vody | do 60°С | 16,3 atm. (1,6 MPa) |
| PN20 | Univerzálny, pre prívod studenej a teplej vody | do 95°С | 20,4 atm. (2 MPa) |
| PN25 | Vystužené, pre rozvody teplej vody a vykurovacie systémy | do 95°С | 25,5 atm. (2,5 MPa) |
Rúry sú dostupné v štyroch farbách
Výhody a nevýhody vykurovacieho systému Leningradka. Prečo je nežiaduce používať ho vo viacpodlažných budovách, akú schému zapojenia zvoliť pre jednopodlažný dom.
Príklady implementácie dvojrúrkového vykurovacieho systému v závislosti od smeru pohybu chladiacej kvapaliny: slepý koniec, priamy prietok, prirodzený a nútený obeh.
Inštalácia
Spájkovanie kanalizačných a vykurovacích polypropylénových rúr RVC nie je o nič náročnejšie ako akékoľvek iné plastové rúry. Existujú určité pravidlá, podľa ktorých musíte systém pripojiť. Pokyny krok za krokom, ako namontovať rám kanalizácie:
Ak chcete začať, musíte pripraviť nástroj. Jedná sa o zvárací stroj na polypropylénové spoje (invertor alebo ručná spájkovačka), rezačky rúr, spoje (americké tvarovky, tesnenia, tvarovky atď.);
Prvým krokom je vyčistiť spoje. Rezačka rúrok sa pritlačí na požadovanú časť komunikácie a odreže ju na požadované rozmery
Upozorňujeme, že v závislosti od spôsobu spájkovania spojov možno budete musieť jednu stranu odrezať a vyčistiť a druhú stranu navliecť;
Potom, čo potrebujete urobiť skosenie, je vyrobené pod uhlom 15 stupňov;
Na rovnomerné spojenie rúrok k sebe sa používa trimmer. Pred spájkovaním komunikácií sa uistite, že sú kolmé na podlahu.
Ak to chcete urobiť, musíte ich nainštalovať do centralizátora a pripojiť sa;
Zváranie sa vykonáva pri určitej teplote. Mnoho výrobcov zvárania plastov v pokynoch uvádza, aká teplota bude optimálna;
Zváranie polypropylénových rúr na difúziu trvá určitý čas, ale zároveň sa plast neprehrieva. Po zahriatí sa nechá vychladnúť vo zveráku.
Technológia vykurovania polypropylénových rúr sa môže líšiť v závislosti od ich účelu. Niekedy sú na zariadení namontované trysky, napríklad elektrické spojky. Pomôžu zahriať spojenie na správnom mieste, pričom sa nedotýkajú iných častí plavidla.

Inštalácia polypropylénových rúr
Je tak možné vykonávať nielen svojpomocnú inštaláciu, ale aj opravu prasknutých potrubí alebo elimináciu odtlakovania systému. Potom sa zváranie alebo spájkovanie vystužených polypropylénových rúr vykonáva pomocou špeciálnych tmelov.
Kovovo-plastové rúry - technické vlastnosti:
- vonkajší priemer 16-63 mm;
- hrúbka steny 2-3 mm;
- hrúbka hliníkovej vrstvy 0,19-0,3 mm;
- hmotnosť závisí od priemeru, napríklad jeden meter kovovo-plastovej rúry s priemerom 16 mm váži 105 gramov a ak je priemer 63 mm, potom hmotnosť jedného metra je 1224 gramov;
Kovovo-plastové rúry odolávajú tlaku:
- prevádzkový tlak 10 bar (pri 95 °C);
- prevádzkový tlak 25 bar (pri 25 °C);
- medzný tlak 80 - 94 bar (pri 20 °C);
Kovovo-plastové rúry odolávajú teplotám:
- konštantné zaťaženie +95 ° С;
- krátkodobé zaťaženie — do +110°С;
- pri teplote -40 ° C zmraziť;
- pri ručnom ohýbaní je minimálny polomer ohybu 80-125 mm (v závislosti od vonkajšieho priemeru);
- pri ohýbaní pomocou ohýbačky rúr - 45-95 mm (v závislosti od priemeru);
- koeficient lineárnej rozťažnosti 1/°C - 0,26 x 10-4;
- tepelná vodivosť kovoplastových rúr (množstvo tepla, ktoré je materiál schopný prejsť štvorcovým metrom za sekundu) W / m * K - 0,43;
- difúzia kyslíka 0 g/m3 (neprepúšťa vzduch);
- životnosť: a) 25 rokov pri 95°C; b) 50 rokov pri 20 °C;
- priepustnosť je 1,3-krát vyššia ako pri oceli.
Výhody rúr vyrobených z kov-plastu
Pre každého, kto sa rozhodne kúpiť tento materiál, sú prevádzkové vlastnosti oveľa dôležitejšie ako technické. Najprv pozitíva:
- ekologická čistota;
- odolnosť voči tvorbe hrdze, kameňov alebo iných usadenín;
- schopnosť zachovať novonadobudnutý tvar po ohnutí;
- možnosť profilovania na ovinutie konštrukčných prvkov budovy;
- jednoduchá a rýchla montáž, ktorá nevyžaduje veľa nástrojov;
- minimálny odpad;
- flexibilita vám umožňuje ušetriť na spojovacích prvkoch;
- nízka odolnosť voči prúdeniu tekutiny v dôsledku absencie drsnosti;
- kompatibilita s inými materiálmi;
- nízka hmotnosť pre ľahkú prepravu;
- vysoká úroveň zvukovej izolácie;
- antistatické;
- odolnosť proti kondenzácii a mrazu (kov-plast odoláva trojitému zmrazeniu);
- nemeňte kvalitu prepravovanej kvapaliny;
- vysoká udržiavateľnosť;
- estetický vzhľad bez lakovania.
Všetky výhody kovoplastových rúr sa získavajú vďaka jedinečnému dizajnu. Vnútorná polyetylénová vrstva umožňuje ohýbanie produktu. Hliník poskytuje tuhosť a zabraňuje difúzii kyslíka. Neprítomnosť kyslíka zabraňuje tvorbe hrdze v kotloch a radiátoroch.





Nedostatky
Pri výbere a kúpe kovoplastových rúr je rovnako dôležité zvážiť negatívne vlastnosti ako pozitívne:
- so skrytým potrubím nemožno použiť závitové armatúry;
- kov-plast netoleruje ultrafialové lúče;
- pri zmrazení vodou systém určite praskne, aj keď sú vhodné na inštaláciu vonkajšieho potrubia. V tomto prípade je potrebná kvalitná izolácia.
Kovoplastové rúry sa dodávajú v poliach. Dĺžka potrubia v zálive sa pohybuje od 50 do 200 metrov. Môžete si kúpiť akúkoľvek dĺžku, od metra.
Aplikácie - pokrytie prostredníctvom technických vlastností:
- vnútorné systémy zásobovania studenou a teplou vodou, vykurovanie bytov, domov a chát;
- podlahové vykurovacie systémy, športoviská, bazény;
- preprava plynných a kvapalných látok (vrátane žieravín a jedovatých) v priemysle, poľnohospodárstve a doprave;
- prívod stlačeného vzduchu;
- klimatizačné systémy;
- ochrana elektrických vodičov a káblov;
- stavba a oprava riečnych a námorných plavidiel, železničných vozňov;
- systémy zavlažovania, zavlažovania, zberu vody zo studní a studní.
Dostatočne dlhá životnosť a optimálny pomer ceny a kvality umožnili, aby sa kovoplastové rúry etablovali ako úspešná alternatíva k kovovým a plastovým výrobkom. Veď kov-plast spájal pozitívne vlastnosti oboch týchto materiálov.
Pri vytváraní vodovodných a vykurovacích systémov v obytných budovách sa čoraz častejšie používajú kovové plastové rúry.
Aby ste však urobili správnu voľbu, je dôležité poznať nielen vlastnosti štruktúry a prevádzky rúrok pozostávajúcich z kompozitného materiálu, ale aj výhody a nevýhody týchto výrobkov.
Technológia pripojenia polypropylénových rúrok
Dokovanie a pripojenie polypropylénových rúr je možné vykonať vystavením ich koncov vysokej teplote, inštaláciou spojovacích armatúr alebo lepením.
Zariadenie na zváranie polymérových výrobkov si môžete prenajať v stavebnom stredisku
S použitím zvárania
Je nemožné pripojiť polypropylénové rúry vlastnými rukami bez takzvaného "železa" - zváracieho stroja napájaného zo siete.
Bez potrebných zručností pri práci so zariadením stojí za to praktizovať pred vykonaním základných manipulácií. Skúšobné dokovanie umožní určiť tlakovú silu a „chytiť“ optimálnu dobu držania. Preto by sa materiály mali nakupovať s malou rezervou.
- V miestach budúceho ukotvenia sa na potrubiach urobia rezy, konce sa starostlivo vyčistia. Na koncoch sa pomocou značky urobia značky označujúce hĺbku ponorenia koncov do vykurovacieho zariadenia. Samotná spájkovačka sa zahrieva na 270 ° C.
- Konce rúrok a spojovacie prvky sú nasadené na dýzy horúcej spájkovačky striktne kolmo.
- Po pridržaní taveniny po dobu 10-15 sekúnd sa vyhrievané prvky vyberú z trysiek a navzájom sa spoja, mierne stláčajú, ale neotáčajú sa.
- Ukotvené časti sa nechajú niekoľko minút v pevnej polohe, kým úplne nevychladnú.
Ak je všetko vykonané správne, potom sa v mieste spájkovania vytvorí monolitický spoj bez priehlbín a "previsu".
Proces inštalácie je jasne znázornený vo videu:
Pri zváraní rúr s priemerom presahujúcim 40 mm sa používa hrdlové spájkovanie. Je však lepšie zveriť túto prácu odborníkovi, ktorý pozná zložitosť procesu a má profesionálne vybavenie.
Tip: Na vytvorenie silných uzlov sa prvky zahrievajú zvnútra a rúry sa zahrievajú zvonka. Pri spájaní vyhrievaných častí pozdĺž vnútorného povrchu rúrok sa môže vytvoriť malý tuberkul, ktorý znižuje priepustnosť potrubia. Tomu sa dá zabrániť prefúknutím konštrukcie.
„studeným“ spôsobom
Táto metóda zahŕňa použitie kompresných tvaroviek. Na pripojenie polypropylénových rúr s tvarovkami je okrem hlavných prvkov potrebný iba krimpovací kľúč.
Tesnosť je dosiahnutá vďaka gumovému tesneniu, ktoré je upnuté týmto kľúčom.
- Po vykonaní rezov na koncoch skontrolujte kolmosť okraja. Pomocou jemnozrnnej šupky alebo drôtenej žinky sa konce očistia od otrepov.
- Na koniec rúrky sa nasunie spojovacia matica, ktorá ju nasmeruje závitom k armatúre. Potom sa nasadí kompresný krúžok, ktorý sa priloží dlhým skosením k armatúre.
- Na pripravený koniec sa navlečie tvarovka, ktorá sa zasunie až na vnútorný povrch objímky.
- Utiahnite maticu spojky, skontrolujte tesnosť systému.
Ak sa počas skúšobného chodu vody zistí netesnosť, všetky spoje sa utesnia a spoj sa dotiahne.
Možnosť lepidla
Na rozdiel od metódy zvárania, ktorá zahŕňa horúcu expozíciu, sa lepenie polypropylénových rúrok vykonáva v studenom režime. Metóda je založená na rozpúšťaní vonkajšieho povrchu plastových prvkov pôsobením chemických zlúčenín.






Lepidlo sa nanáša len na vopred vyčistené a odmastené končeky
Kľúčom k pevnosti spojov je správny výber zloženia. Pri výrobe adhezívnych kompozícií do nich výrobcovia pridávajú látky, ktoré pôsobia ako súčasť polymérnych rúrok. Preto sa pri výbere lepidla oplatí uprednostniť kompozície určené na prácu s polypropylénovými výrobkami.
Kompozícia sa nanáša v tenkej vrstve, po ktorej sa časti ukotvia a fixujú v pevnej polohe na 10 sekúnd.
Tesnosť spojov lepených prvkov sa kontroluje po 15-20 minútach a skúška pevnosti potrubia je po dni.
- Volgorechensk Pipe Plant (Gazpromtrubinvest)
- Izhora Pipe Plant (ITZ)
- Royal Pipe Works (KTZ)
- Závod na izoláciu potrubí v Čeľabinsku (ChZIT)
- Potrubie Kstovo
Pridať spoločnosť
- Výpočty priehybu potrubia vykonávame nezávisle
- Vlastnosti vloženia do plynových potrubí
- Riešenie kondenzátu z komínov
- Spôsoby, ako opraviť netesné potrubia pod tlakom
- Ako vyrobiť hubu na komínovom potrubí vlastnými rukami
TrubSovet .ru O potrubiach vieme všetko
2015–2017 Všetky práva vyhradené
Pri kopírovaní materiálov zo stránky nezabudnite umiestniť spätný odkaz na
Označovanie
Ak chcete zistiť vlastnosti materiálu, z ktorého sú rúry vyrobené, musíte sa pozrieť na označenia, ktorými sú označené. Dešifrovanie indexu písmen:
- PP je označenie bežného polypropylénu;
- PP-R - polypropylénový náhodný polymér;
- PP-RC je označenie náhodného kopolyméru typu 3;
- PP-RCT je vylepšený typ náhodného kopolyméru.
Priemyselné potrubia, poľnohospodárske systémy sú vyrobené z PP-RC rúr.
Značenie podľa vlastností:
- PN10 je označenie dielov, ktoré odolajú tlaku do 10 atmosfér. Maximálna povolená teplota je 45 stupňov. Takýto materiál je vhodný na výrobu potrubí studenej vody.
- PN16 - tlak kvapaliny alebo plynu môže dosiahnuť až 16 atmosfér. Teplotný režim - do 60 stupňov. Vhodné na montáž systémov podlahového vykurovania.
- PN20 - odoláva tlaku do 20 atmosfér. Prípustná teplota - 95 stupňov. Z takýchto prvkov sú vyrobené potrubia ústredného kúrenia.
- PN25 - pozostávajú z plastu s vrstvou hliníka alebo sklolaminátu. Odoláva tlaku do 25 atmosfér a teplote - 95 stupňov.
Pri výrobe potrubia na prívod teplej a studenej vody alebo vykurovacieho okruhu sa častejšie používajú výrobky označené PN25.
Spôsoby spájania rúr vyrobených z polypropylénu
Výber spôsobu dokovania závisí od toho, aký druh pripojenia chceme získať - odpojiteľné alebo nie. Rozhodnutie môže ovplyvniť prítomnosť špeciálneho nástroja a pracovné zručnosti. Zvážte najčastejšie používané metódy.
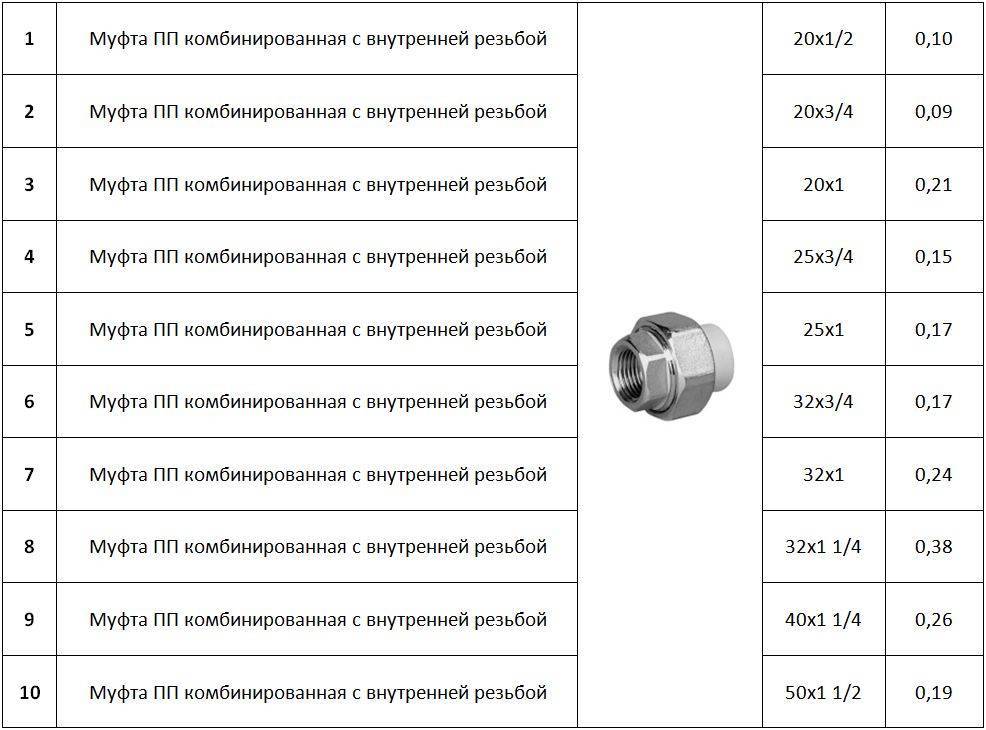
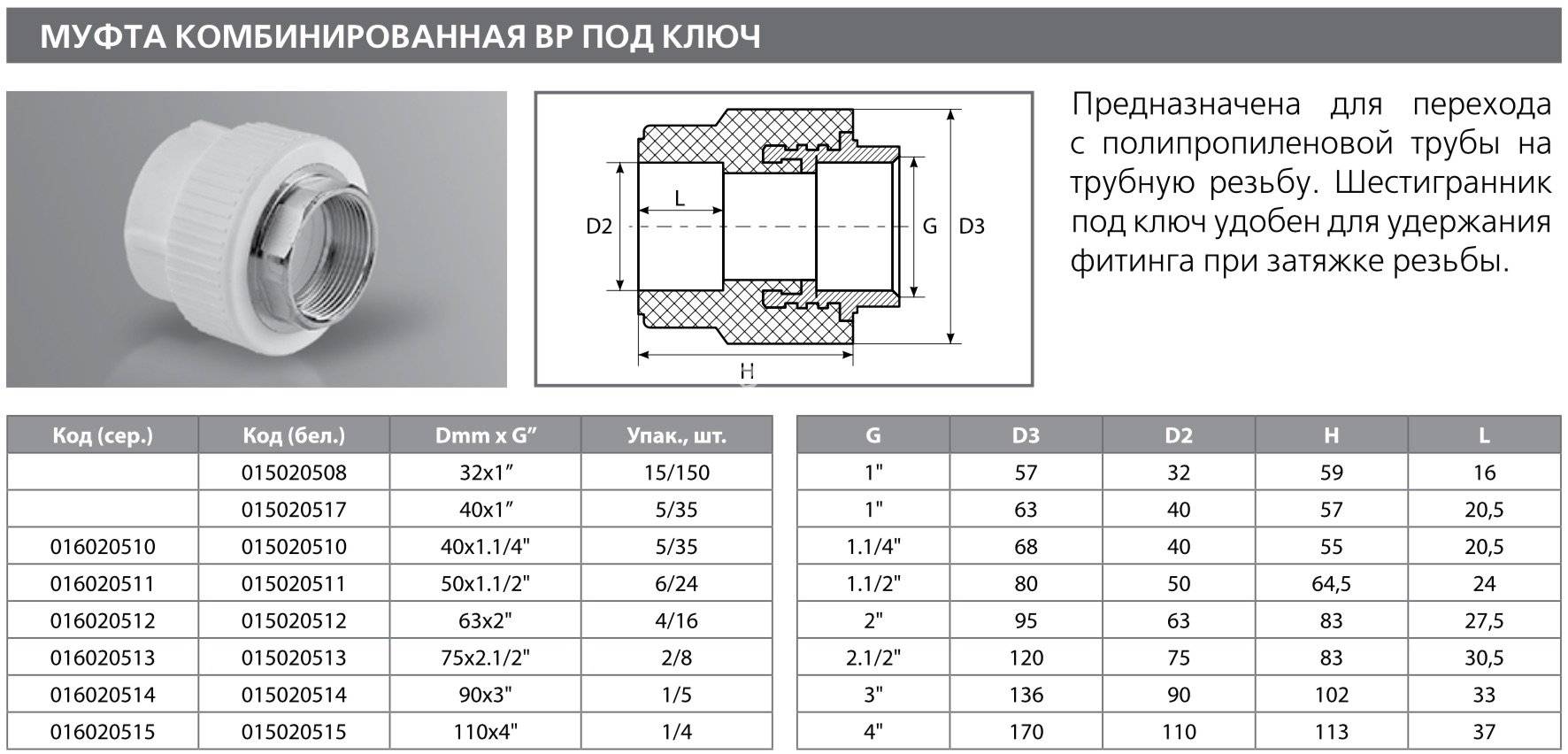
Závitové tvarovky
Ak premýšľate o tom, ako urobiť rozoberateľné spojenie polypropylénových rúrok, použite závitové tvarovky.Práca s takýmito armatúrami sa považuje za najjednoduchšiu a umožňuje vám dosiahnuť dobrý výsledok.
Závitové tvarovky sú kombináciou kovu a plastu. Plastová časť je pripevnená k polypropylénu zváraním alebo spájkovaním cez plastovú manžetu. Druhý koniec prvku je vyrobený z kovu, má závit, cez ktorý je pripevnený k inému kusu potrubia alebo inštalatérskeho zariadenia.
Pre prácu budete potrebovať:
- Požadované armatúry.
- plynový kľúč.
- Spojka uzáveru a kľúč na jej inštaláciu.
- Tmel.
Aby sa zabránilo netesnostiam v miestach pripevnenia závitových armatúr, na závit sú navinuté ľanové vlákno, dymová páska. Pri spájaní plastových rúr s kovovými sa inštalujú závitové tvarovky.
Difúzne zváranie
Tento typ zvárania na tupo, získaný roztavením materiálu dielov a difúznym vzájomným prenikaním molekúl. Vhodné na spájanie priemerov od 16 do 40 mm. Okrem toho sa používa rukáv, ktorý poskytuje vrstvu plastu na získanie švu. Pri hrubostenných rúrach sa používa difúzne zváranie na tupo.
Zváranie s elektrotvarovkami
Elektrická armatúra je konektor vyrobený z polypropylénu, vo svojom dizajne má kovový ohrievač, ktorého kontakty sú vyvedené.
Po nasadení armatúry na potrubie sa kovové kontakty pripevnia k zariadeniu, prvok sa zahreje a armatúra cez ňu.
Zváranie na tupo
Na základe výskytu difúzie pri zahrievaní polypropylénu. Na prácu budete potrebovať diskovú jednotku vybavenú centrovacím zariadením, ktoré zabezpečí zarovnanie rúrok.Vykonáva sa pre zváranie segmentov s priemerom nad 60 mm so stenou 4 mm.




Technológia práce zahŕňa operácie:
- Rúrkové spoje sa súčasne zahrievajú na požadovanú teplotu pomocou kotúčovej spájkovačky.
- Stlačte konce rúr k sebe, uistite sa, že ich osi sa zhodujú, nie je tam žiadna šikmosť.
- Vydržte, kým materiál nevychladne.
Ku každému zváraciemu stroju je dodávaný návod, ktorý obsahuje tabuľky označujúce časy ohrevu a chladenia pre určitú hrúbku steny. Hrubostenné rúry vytvárajú spoľahlivý šev. Takéto potrubia môžu byť zakopané v zemi, zamurované v stene.
Zváranie za studena
Vykonáva sa pri roztavení materiálu chemickým pôsobením lepidla. Aplikuje sa na spojené oblasti, stlačí sa, drží sa 10-15 minút. Po stabilizácii hmoty získame utesnený spoj. Pevnosť spojenia je nízka. Používa sa v potrubiach na dodávanie kvapaliny na chladenie a iné pripojenia, nízka zodpovednosť.
Adhézne spojenie
Na vyčistený povrch sa nanesie tenká vrstva lepidla, diely sa k sebe pevne pritlačia a 10 sekúnd sa podržia. Kĺb dosiahne najvyššiu pevnosť za deň
Je dôležité zvoliť správnu kompozíciu lepidla, musí byť určená pre polypropylén
Aplikácia príruby
Príruby sa používajú, keď sa spájajú rúry z rôznych materiálov, napríklad polyetylén s polypropylénom. Na tesnosť sa používajú gumené tesnenia.
Spájkovanie pomocou spájkovacej pásky
Pomocou spájkovacej pásky môžete spájať prvky bez spájkovačky, čo značne zjednodušuje prácu. Algoritmus akcií je nasledujúci:
- Čistíme povrchy dielov, odmasťujeme.
- Miesto spájkovania oblepíme páskou.
- Miesto, kde je páska aplikovaná, zahrievame, kým sa neroztopí.
- Navlečieme spojenú časť.
- Počkáme, kým spoj vychladne.
- Odstráňte prebytočnú spájku.
Získame spoľahlivý utesnený spoj. Táto metóda sa používa na spájkovanie malých rúrok.
S určitými inštalatérskymi schopnosťami môžete vykonať inštaláciu vnútorného vodovodného alebo vykurovacieho systému vlastnými rukami. Ak chcete dosiahnuť dobrý výsledok, mali by ste si prečítať pokyny a odporúčania špecialistov. Výber nástroja, súlad s technológiou práce bude zárukou získania vysokokvalitných opráv.
Chyby pri zváraní polypropylénových rúr:
O číselných a abecedných znakoch v označovaní
Na tento materiál je aplikovaných veľa písmen a číslic. Výrobcovia zvyčajne otvárajú oficiálne stránky, kde sú okrem iného informácie na štítku a informácie, ktoré označuje. Najlepšie je však tieto vysvetlenia preložiť do jazyka, ktorému rozumie každý.
Tlak. Mernou jednotkou je kg\cm2. Označené ako PN. Označuje, ako dlho potrubie normálne funguje pri zachovaní určitých charakteristík.
Čím je stena hrubšia, tým je tento ukazovateľ pravdepodobne vyšší. Napríklad vyrábajú triedy PN20, PN25. Takéto možnosti sú potrebné na zásobovanie teplou vodou, vykurovacie systémy.
Niekedy sú aplikované aj červené alebo modré pruhy. Tým bude jasné, na aký druh vody sú budúce potrubia určené.
Označenie polypropylénových rúr na vykurovanie zahŕňa údaje týkajúce sa materiálov a štruktúry. Na popis tohto parametra sú zostavené veľké tabuľky. Stačí však poznať základné označenia, aby ste vykonali správnu inštaláciu vykurovania v bežnej budove.
- Al - hliník.
- PEX je označenie pre zosieťovaný polyetylén.
- PP-RP. Je to vysokotlakový polypropylén.
- PP - Bežné druhy polypropylénového materiálu.
- HI - ohňovzdorné výrobky.
- TI je tepelne izolovaná verzia.
- M - označenie viacvrstvového.
- S - ikona pre jednovrstvové štruktúry.
Označenie polypropylénových rúrok na zásobovanie vodou môže tiež uvádzať údaje týkajúce sa:
- Prítomnosť alebo absencia certifikátov.
- Vydané čísla šarží, sériové označenie a čas atď. Takéto označenia môžu pozostávať z 15 alebo viac znakov.
- Výrobcovia.
- Hrúbky a profily stien.
Vďaka týmto informáciám si každý kupujúci sám vyberie materiál na zásobovanie vodou, ktorý uspokojí všetky jeho potreby.
Menovitý tlak
Písmená PN sú označenie povoleného pracovného tlaku. Nasledujúci obrázok udáva úroveň vnútorného tlaku v baroch, ktorému výrobok vydrží počas životnosti 50 rokov pri teplote vody 20 stupňov. Tento indikátor priamo závisí od hrúbky steny produktu.



PN10. Toto označenie má lacnú tenkostennú rúrku, ktorej menovitý tlak je 10 barov. Maximálna teplota, ktorú môže vydržať, je 45 stupňov. Takýto výrobok sa používa na čerpanie studenej vody a podlahového vykurovania.

PN16. Vyšší menovitý tlak, vyššia hraničná teplota kvapaliny - 60 stupňov Celzia. Takáto rúrka sa pod vplyvom silného tepla výrazne deformuje, preto nie je vhodná na použitie vo vykurovacích systémoch a na prívod horúcich kvapalín. Jeho účelom je zásobovanie studenou vodou.
PN20. Polypropylénová rúrka tejto značky odolá tlaku 20 barov a teplotám do 75 stupňov Celzia.Je pomerne všestranný a používa sa na dodávku teplej a studenej vody, ale nemal by sa používať vo vykurovacom systéme, pretože má vysoký koeficient deformácie pod vplyvom tepla. Pri teplote 60 stupňov sa segment takého potrubia 5 m predĺži o takmer 5 cm.

PN25. Tento výrobok má zásadný rozdiel od predchádzajúcich typov, pretože je vystužený hliníkovou fóliou alebo sklolaminátom. Pokiaľ ide o vlastnosti, vystužená rúra je podobná kovoplastovým výrobkom, je menej náchylná na teplotné účinky a vydrží 95 stupňov. Je určený pre použitie v systémoch vykurovania, ako aj v GVS.

Prevádzková trieda
Pri výbere polypropylénových výrobkov domácej výroby vám účel potrubia povie triedu prevádzky podľa GOST.
- Trieda 1 - výrobok je určený na dodávku teplej vody s teplotou 60 °C.
- Trieda 2 - TÚV 70 °C.
- Trieda 3 - pre podlahové vykurovanie využívajúce nízke teploty do 60 °C.
- Trieda 4 - pre podlahové a radiátorové vykurovacie systémy, ktoré využívajú vodu do 70°C.
- Trieda 5 - pre radiátorové vykurovanie s vysokými teplotami - do 90°C.
- HV - prívod studenej vody.
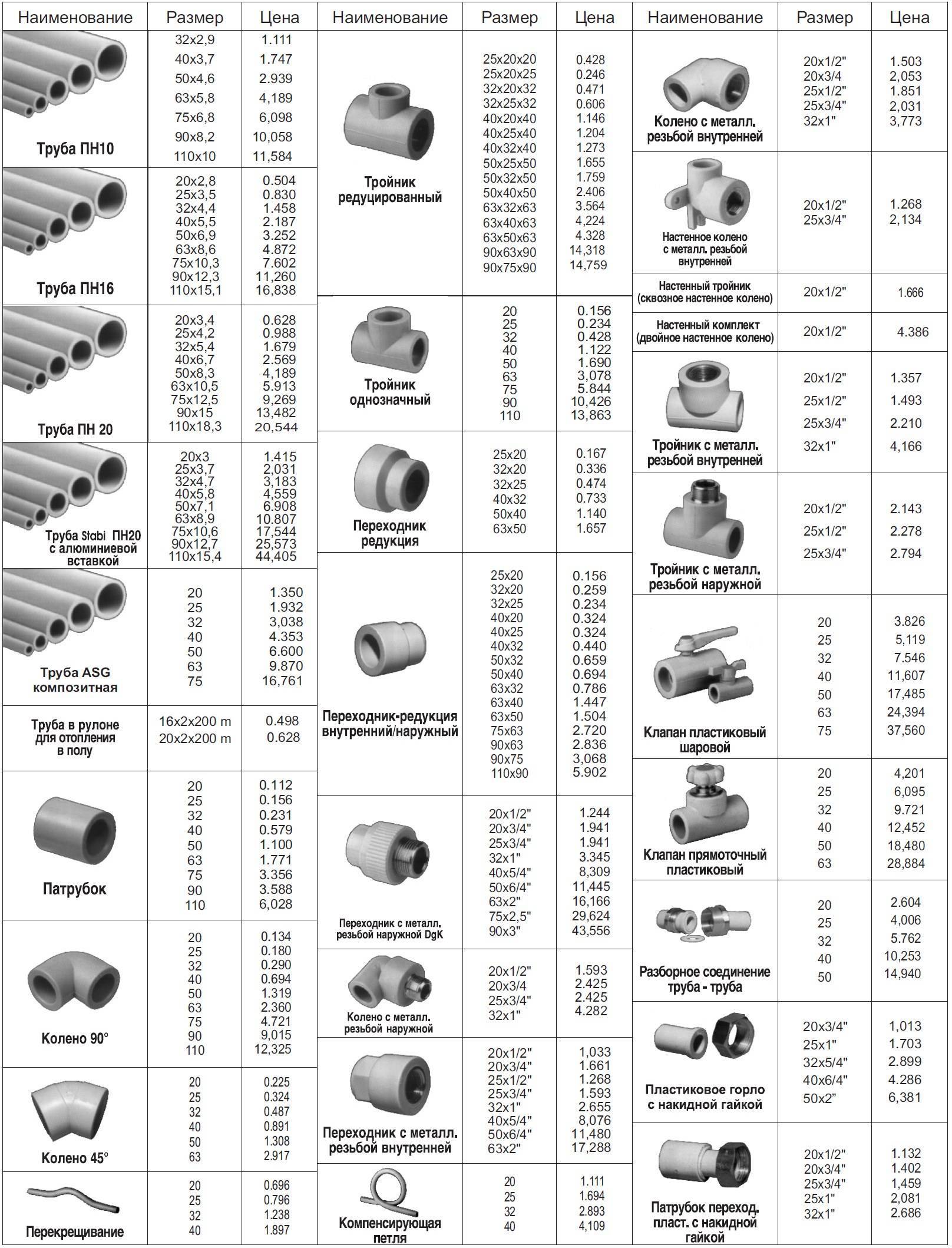
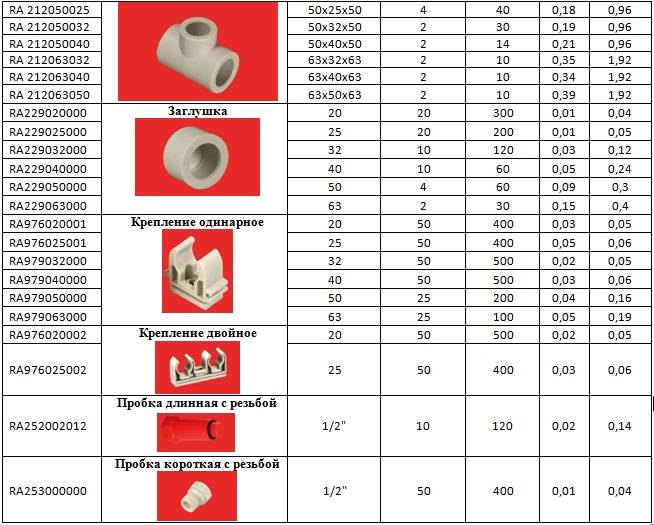
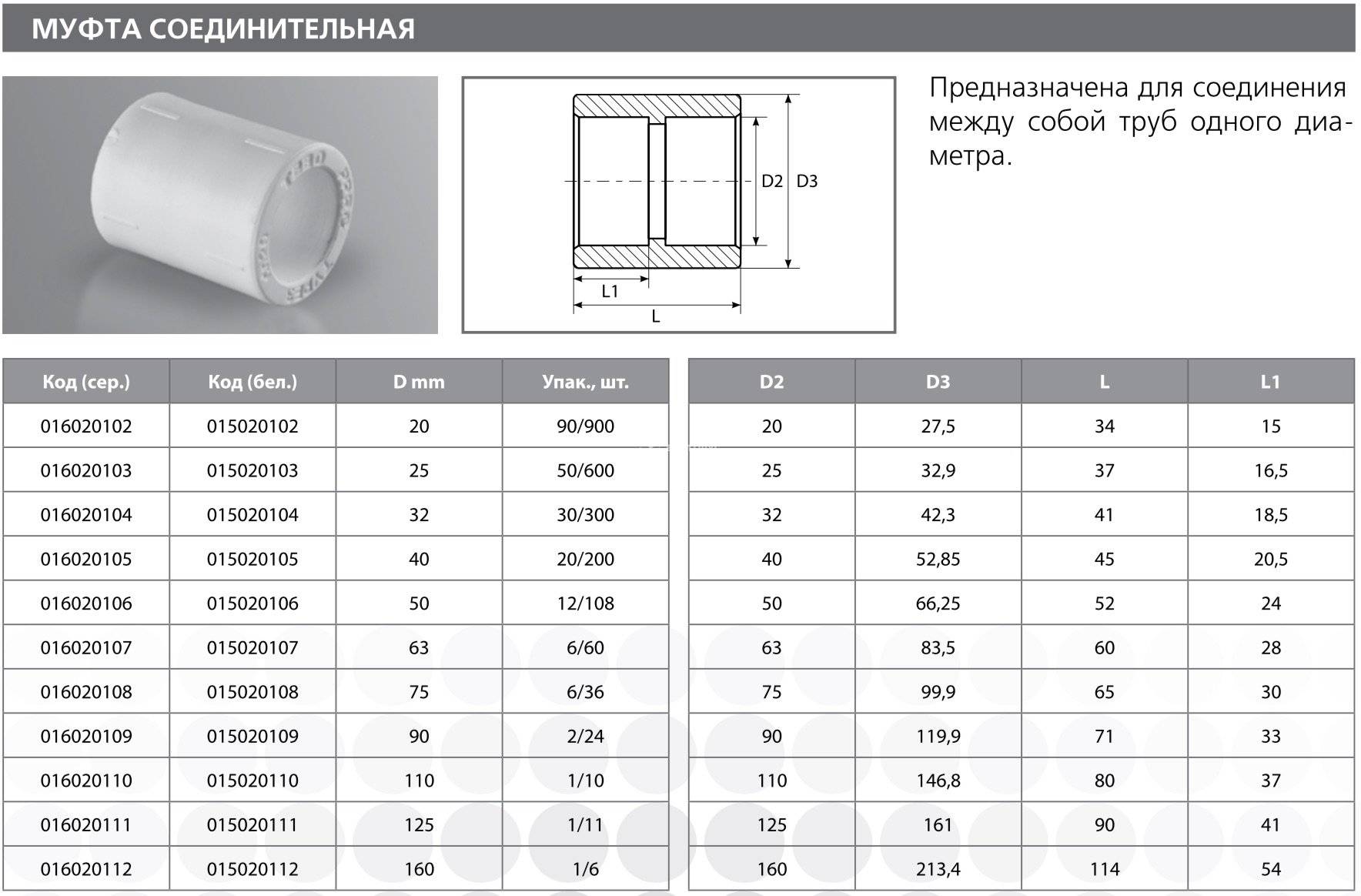
Rozmery
Rozmery polypropylénových rúr sa značne líšia. Hodnoty vonkajších a vnútorných priemerov, hrúbky stien nájdete v nasledujúcej tabuľke.




