- Vlastnosti a technické vlastnosti vodovodných a plynových potrubí
- Normy a rozmery oceľových rúr
- Parametre pre rovné švové zvary
- Predpisy pre elektricky zvárané rúry so špirálovým švom
- Požiadavky na bezšvíkové výrobky tvarované za tepla
- Normy pre bezšvíkové rúry tvarované za studena
- Vlastnosti a vlastnosti produktov vody a plynu
- Schéma rúr z tvárnej liatiny
- technické údaje
- Prečo si vybrať kov pre vykurovacie systémy
- Druhy rúr podľa spôsobu výroby
- Oceľové bezšvíkové rúry tvárnené za tepla GOST 8732
- Oceľové bezšvíkové rúry deformované za studena v súlade s GOST 8734
- Elektricky zvárané oceľové rúry podľa GOST 10704
- Výhody a nevýhody kovových rúr
- Aké sú GOST pre oceľové rúry
- Výroba oceľových rúr: základné metódy
- Ako sa vyrábajú elektricky zvárané výrobky s rovným švom?
- Výroba elektricky zváraných typov špirálových švov
- Výroba bezšvíkových výrobkov tvárnených za tepla
- Vlastnosti výroby rúr tvarovaných za studena
- Prehľad produktov od popredných výrobcov
- Výrobca #1 - značka HOBAS
- Výrobca č. 2 - Glass Composite Company
- Výrobca #3 - značka Amiantit
- Výrobca #4 - firma Poliek
- Obdĺžnikové potrubie
Vlastnosti a technické vlastnosti vodovodných a plynových potrubí
Rúry VGP sú výrobky, ktoré majú zváraný šev.Ich výroba je oveľa lacnejšia ako výroba plných valcovaných rúr. Pevné štandardy umožňujú vyrábať zvárané rúry, ktorých pevnosť nie je horšia ako u plných valcovaných rúr. Na ochranu je aplikovaný zinkový povlak ako vo vnútri potrubia, tak aj na jeho vonkajšej strane.

Pozinkované potrubia VGP sa vyznačujú:
- odolnosť proti korózii;
- dlhá bezproblémová prevádzka;
- všestrannosť použitia;
- relatívne nízka cena.
Elektricky zvárané rúry rozlišujú čierne (bez antikorózneho náteru) rúry VGP a pozinkované rúry. Oficiálne požiadavky na tieto materiály sú stanovené v GOST 3262-75. Okrúhle rúry VGP z výroby sa vyrábajú hladké, so závitom alebo spojkou. Niť sa líši umiestnením (vonkajšie alebo vnútorné) a spôsobom aplikácie (ryhované, strihané).
Valcovací závit nesmie zmenšiť vnútorný priemer rúry o viac ako 10 %. Neexistujú žiadne prísne požiadavky na veľkosť vlákna - môže byť dlhá alebo krátka.
Spoločné pre tvarované a zvárané kruhové oceľové rúry je ich použitie v mestskej infraštruktúre, ktorá nesúvisí s dopravnými komunikáciami. Ide o návrh bilbordov, úpravu mestského uličného priestoru, priľahlých území, výstavbu ihrísk. "Nejadrové" použitie galvanizovaných rúr dosahuje značný rozsah.
Odporúčame, aby ste si prečítali: Ktoré vykurovanie je lepšie a ako ho nainštalovať v súkromnom dome
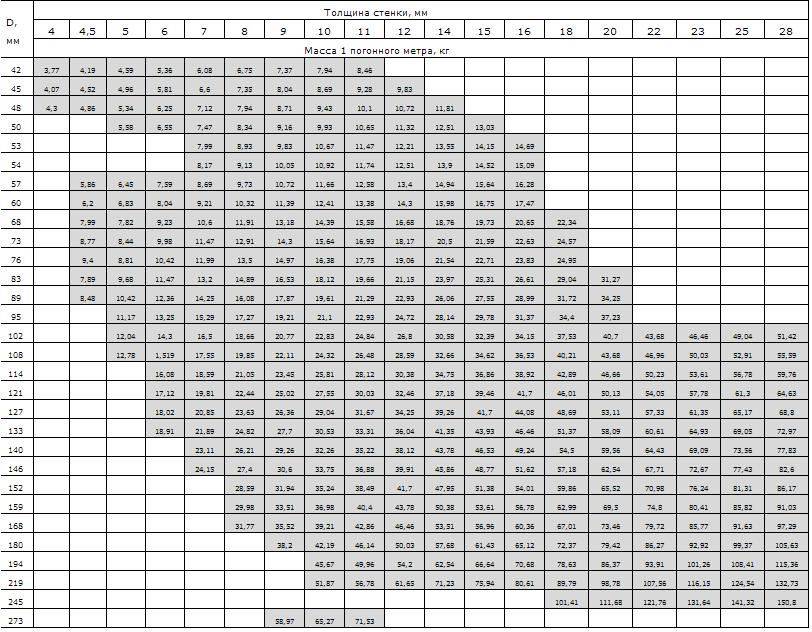
Významnou charakteristikou VGP materiálu rúr je hrúbka steny. Potrubie s najdlhšou životnosťou sú hrubostenné pozinkované rúry.
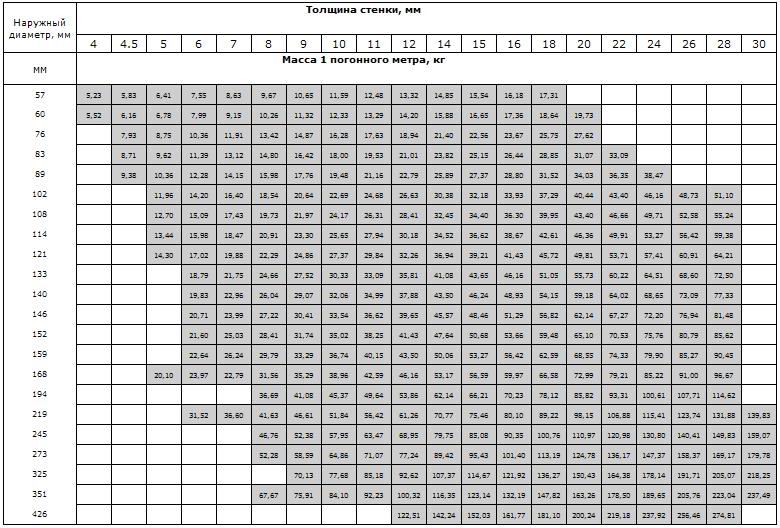
Treba mať na pamäti, že hrúbka steny potrubia ovplyvňuje jej priemer a hmotnosť. Vonkajší rozmer rúry VGP z galvanizovanej ocele zostáva nezmenený, bez ohľadu na hrúbku steny.Najlepšiu priepustnosť, ceteris paribus, teda preukáže tenkostenná rúra. Rúry sa vyrábajú podľa rozmerov a hmotnosti uvedených v tabuľke, rozmery sú uvedené v mm.
S inverzným vzťahom pracovného tlaku. Tenkostenná rúra vydrží až 25 atm., Hrubostenná - až 35 atm.
Rúry s priemernou hrúbkou steny sa nazývajú obyčajné. Nákup potrubných výrobkov tohto typu sa uskutočňuje podľa hmotnosti, t.j. spotrebiteľ neplatí za bežný meter, ale cena je viazaná na hmotnosť výrobku.
Normy a rozmery oceľových rúr
Pre rúry vyrobené z valcovanej ocele existujú špeciálne normy a GOST. Tieto parametre popisujú spôsob výroby výrobku, jeho základné rozmery, prierez a hrúbku steny. Zameraním sa na tieto informácie sa určí oblasť použitia konkrétnej časti.
Parametre pre rovné švové zvary
Výroba elektricky zváraných rúr s rovným švom je regulovaná GOST 10704-91. Vonkajší priemer výrobku je podľa neho 10-1420 milimetrov a hrúbka steny sa pohybuje od 1 do 32 milimetrov.
Výstuž, ktorej priemer nepresahuje 426 milimetrov, má meranú a nemeranú dĺžku. V špeciálnych prípadoch sa rúry vyrábajú so silnejším, zosilneným švom, ale pre ne existuje samostatná špeciálna norma - GOST 10706.

Oceľové elektricky zvárané rúry s rovným švom sú všestranným materiálom so širokým rozsahom použitia. Slušná kvalita a nízka cena robia ich použitie relevantné vo veľkých zariadeniach aj v každodennom živote.
Rúry tohto typu sa najčastejšie používajú na kladenie technologických komunikačných systémov s miernym tlakom a vytváranie praktických, pohodlných a ľahkých kovových konštrukcií na rôzne účely.
Predpisy pre elektricky zvárané rúry so špirálovým švom
Výroba elektricky zváraných rúr so špirálovým švom sa vykonáva v súlade s GOST 8696-74. Vonkajší priemer takýchto výrobkov je 159-2520 milimetrov, hrúbka steny sa pohybuje od 3,5 do 25 milimetrov a dĺžka je 10-12 metrov.

Elektrické zvárané rúry so špirálovým švom sú drahšie ako ich pozdĺžne náprotivky. Náklady sú však opodstatnené, najmä ak systém vyžaduje bezchybne presné a dokonalé pripojenie.
Takto vyrobené rúry sú odolnejšie a majú schopnosť odolávať vysokému tlaku. Norma umožňuje ich využitie pre domáce aj priemyselné účely, na vytvorenie spoľahlivých, utesnených a prevádzkovo stabilných komunikačných systémov.
Požiadavky na bezšvíkové výrobky tvarované za tepla
Normy pre bezšvíkové rúry tvárnené za tepla sú opísané v GOST 8732-78. Hrúbka ich stien je 2,5-75 milimetrov a priemer sa pohybuje od 20 do 550 milimetrov. Na dĺžku, meranú aj nemeranú, sa veľkosť pohybuje od 4 do 12,5 metra.





Bezšvíkové rúry vyrobené deformáciou za tepla sa v každodennom živote prakticky nepoužívajú. Najčastejšie sa používajú pre priemyselné systémy so zvýšenými požiadavkami na spoľahlivosť a tesnosť.
Rúry tohto typu sa používajú na prepravu vysoko toxických látok pre chemický priemysel. Neprítomnosť švu zaručuje nemožnosť úniku a vniknutia škodlivých látok do zeme alebo atmosféry.
Vďaka schopnosti ľahko odolávať konštantnému vysokému tlaku sú bezšvíkové rúry relevantné pre ropný a plynárenský priemysel.
Normy pre bezšvíkové rúry tvarované za studena
Oceľové rúry valcované za studena sa vyrábajú v súlade s GOST 8734-75. Vonkajší priemer výstuže sa pohybuje od 5 do 250 milimetrov a hrúbka steny je 0,3 až 24 milimetrov. Výrobky sa vyrábajú v náhodných dĺžkach od 1,5 do 11,5 metra a meraných dĺžkach od 4,5 do 9 metrov.

Hrubostenné bezšvíkové oceľové rúry valcované za studena sa používajú rovnakým spôsobom ako rúry opracované za tepla. A tenkostenné sa najčastejšie používajú tam, kde sa vyžaduje kombinácia bezchybnej pevnosti a nízkej hmotnosti (letecký priemysel, stavba lodí atď.)
Oceľové bezšvíkové rúry vyrábané tvárnením za studena vykazujú vysokú pevnosť, prevádzkovú stabilitu a spoľahlivosť počas celej doby používania.
Vlastnosti a vlastnosti produktov vody a plynu
Plynové a vodovodné potrubia sa vyrábajú podľa predpisov GOST 3262-75. V samostatnej norme sa tento typ valcovaného kovu rozlišuje len z dôvodu užšieho rozsahu.
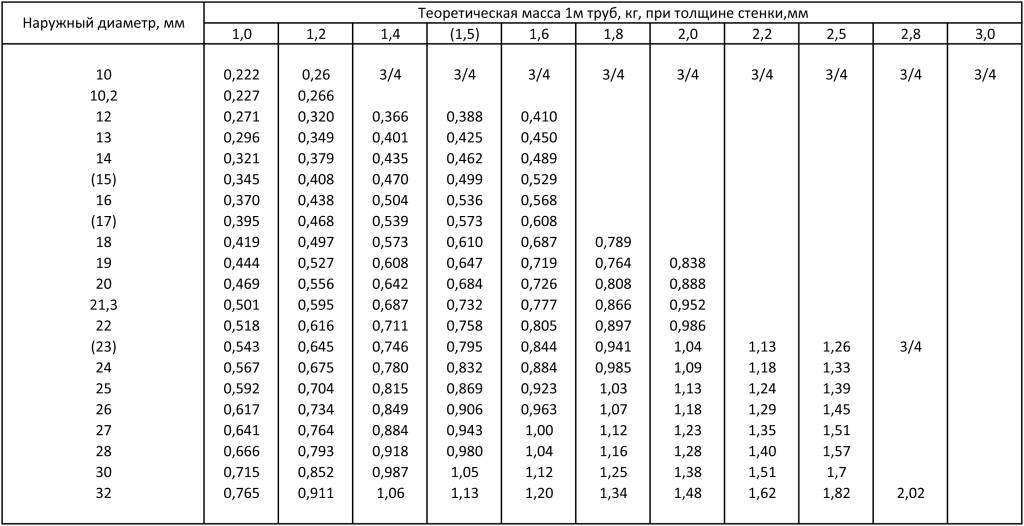
Vonkajší priemer výrobku je 10,2 - 165 milimetrov a hrúbka steny sa pohybuje od 1,8 do 5,5 milimetra. Rozsah veľkostí pre náhodné a merané dĺžky je rovnaký – od 4 do 12 metrov.

Vodné a plynové potrubia sa používajú hlavne na určený účel: na organizáciu vodovodných a plynových komunikačných systémov. Niekedy sa používajú na vytváranie ľahkých štruktúr alebo sa používajú v nábytkárskom priemysle na výrobu štýlových interiérových prvkov.
Norma zabezpečuje výrobu nielen bežných, ale aj pozinkovaných vodovodných a plynových potrubí.
Schéma rúr z tvárnej liatiny
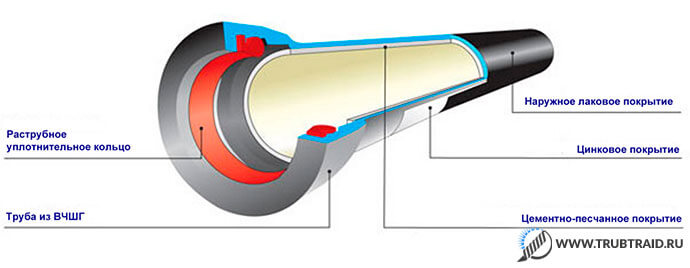 Vizuálny výkres vysokopevnostných liatinových rúr s guľovým dekantérom
Vizuálny výkres vysokopevnostných liatinových rúr s guľovým dekantérom
Ako je zrejmé, dizajn pozostáva z niektorých vonkajších a vnútorných prvkov:
- Tesniaci krúžok: táto ochranná vrstva je potrebná na zvýšenie pevnosti konštrukcie. Slúži aj ako poistka v prípade prasknutia alebo deformácie potrubia.
- Zinkový povlak: potrebný na výrazné zníženie vplyvu korózie na vonkajší povrch konštrukcie.
- Cementovo-pieskový náter: slúži ako druh uzemnenia proti pôsobeniu elektriny na povrch potrubia. V prípade úrazu elektrickým prúdom je to práve táto ochranná vrstva, ktorá zasiahne najviac.
- VChShG: vlastne hlavný materiál, z ktorého je konštrukcia vyrobená.
- Konečná vrstva: obsahuje najmenej nečistôt a zliatin, pretože je najmenej zaťažená.
Táto schéma predstavuje fyzikálne a matematické veličiny, na základe ktorých sa vykonávajú výpočty a nastavujú sa rozmery štruktúr.
Popis:
- Bell, D: fyzikálna veličina, ktorá charakterizuje základný parameter na začiatku výroby - nulový cyklus. Je základom pre stavbu potrubných konštrukcií.
- Menovitý priechod, DN: nominálna hodnota charakterizujúca priechodnosť prepravovanej látky vnútornými kanálmi potrubia.
- Priemerný priemer, DE: Podmienený parameter používaný na výpočet priestoru medzi vnútorným, vonkajším a stredným priemerom.
- Plocha steny potrubia, S: základný parameter pri výpočte hlavných častí potrubia.
- L a L1: dĺžka jednotlivých úsekov konštrukcie.
technické údaje
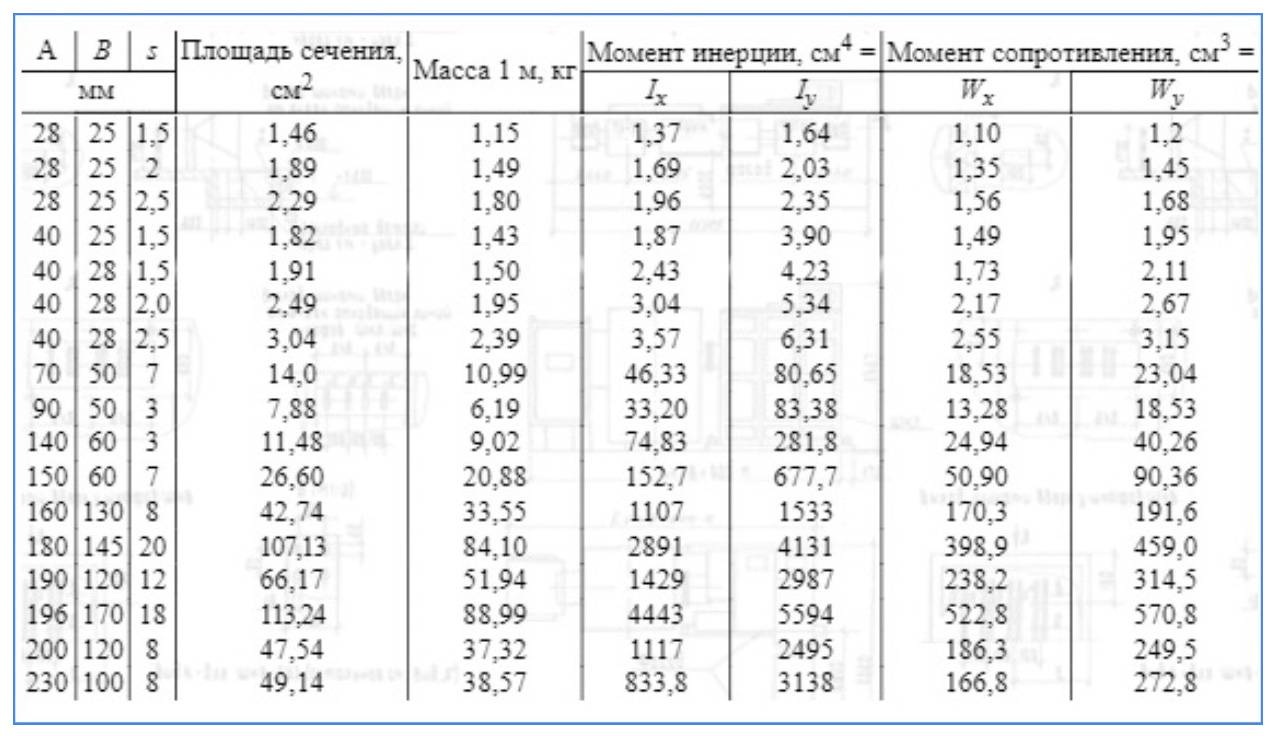
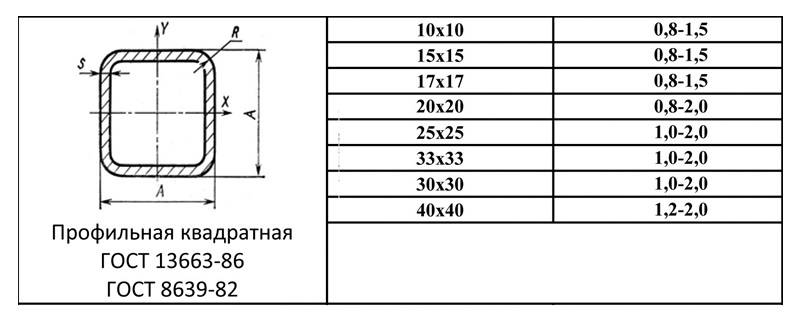
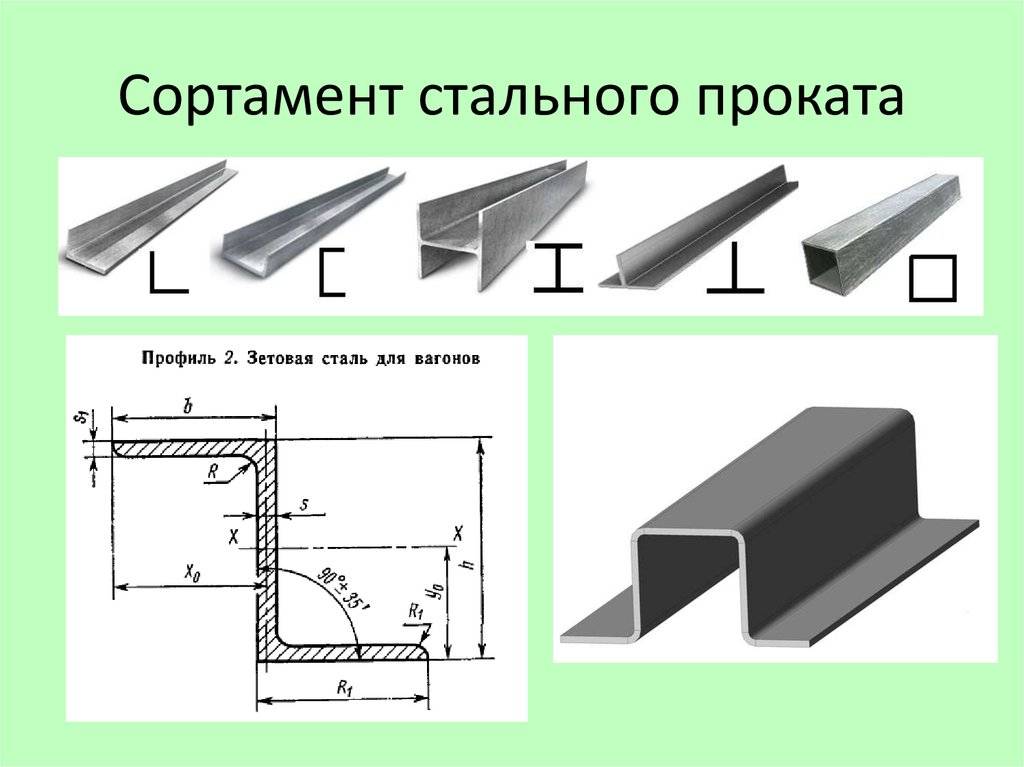
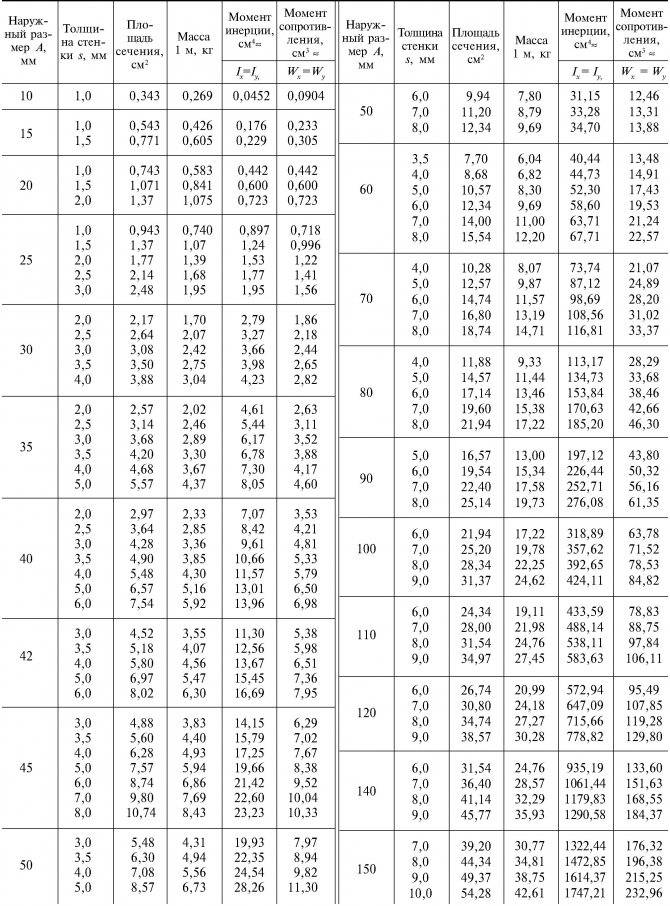
Zvážte hlavné technické vlastnosti profilovej oceľovej rúry:
- Zobrazenie profilu. Jeho hlavné typy sú štvorcové, obdĺžnikové a oválne.Toto kritérium určuje členenie profilu potrubia vo všeobecnom sortimente.
- geometrické rozmery. V prípade pravouhlých pohľadov sú to šírka a výška. Rovnako ako dĺžka každého segmentu.
- Hrúbka steny. Dosť podstatný detail, pretože práve on určuje rozsah ďalšieho využitia.
- Hmotnosť. Rovnako významné hodnotenie, ktoré určuje úroveň kvality tovaru. Pomocou hmotnosti a geometrických rozmerov môžete zistiť hrúbku steny. Toto sa stáva veľmi užitočným v situáciách, keď nie je k dispozícii prístup k meraniam.
Pri popise oceľových profesionálnych rúr je potrebné poznamenať, že ich rozsah je určený GOST 8639-82. V tomto dokumente sa rozlišujú tri hlavné typy profilu:
- Tvarované za studena.
- Za tepla valcované.
- Elektrozvárané.
 Prvé dva sú bezšvíkové a tretí je vyrobený z plošného materiálu zváranou technológiou.
Prvé dva sú bezšvíkové a tretí je vyrobený z plošného materiálu zváranou technológiou.
Je potrebné poznamenať, že akákoľvek charakteristika potrubia závisí od mnohých ďalších indikátorov. Z týchto dôvodov môžeme konštatovať, že prítomnosť tabuľky zodpovedajúcich vypočítaných hodnôt GOST uľahčuje zistiť, aká vysoká je úroveň kvality od jedného alebo druhého výrobcu.
Prečo si vybrať kov pre vykurovacie systémy
Viac ako dvadsať rokov prakticky neexistovala alternatíva k oceľovým rúram – uhlíkové (hovorovo čierny kov), pozinkované, nerezové. O využití medi na kúrenie vtedy ešte nepočuli, o plastových rúrach sa v pokrokových vedeckých časopisoch ani len nezmieňovali. Teraz sa situácia radikálne zmenila: niekoľko druhov lacných high-tech plastov silne vytlačilo kov z vykurovacích systémov.

Napriek tomu sú kovové rúry stále nevyhnutné v mnohých situáciách: keď systémy pracujú pri veľmi vysokých prevádzkových tlakoch, v horúcich prevádzkach, keď sa od potrubí vyžaduje vysoká pevnosť.
Druhy rúr podľa spôsobu výroby
Existujú tieto spôsoby výroby potrubí: tvarované za tepla, tvarované za studena, elektricky zvárané. Rozmery a maximálne odchýlky výrobkov, materiálov výroby sú regulované sortimentom pre kruhové oceľové rúry, rôzne sortimenty pre každý spôsob výroby:
Oceľové bezšvíkové rúry tvárnené za tepla GOST 8732
Výroba rúr prebieha v troch etapách. Na začiatku sa v okrúhlom polotovare zahriatom na 900 - 1200 stupňov na špeciálnych strojoch prepichne otvor, čím sa získa objímka. Potom sa objímka zroluje do ťahovej rúry a poslednou fázou je dimenzovanie, valcovanie s konečnými rozmermi, pokiaľ ide o hrúbku a priemer.





Rozmery produktov získaných týmto spôsobom výroby môžu byť: vonkajší priemer 16-630 mm, hrúbka steny 1,5-50 mm. Polotovary výrobkov sú rozdelené do niekoľkých skupín v závislosti od materiálu použitého na výrobu:
- A - mechanické vlastnosti výrobku sú normalizované.
- B - chemické zloženie je regulované počas výroby.
- B - mechanické vlastnosti a chemické zloženie sú súčasne regulované;
- D - chemické zloženie je normalizované a mechanické vlastnosti sú kontrolované na prototypoch;
- D - reguluje sa hodnota skúšobného tlaku pri overovaní.
Výroba rúr tvárnených za tepla
Oceľové bezšvíkové rúry deformované za studena v súlade s GOST 8734
Na valcovanie sa používajú okrúhle oceľové predvalky.Obrobok sa zahrieva v špeciálnych peciach na teplotu začiatku kryštalizácie, aby sa získala potrebná plasticita. Potom sa zošíva a vstupuje do valcovne, kde sa pomocou valcov formujú hrubé rozmery výrobku. Poslednou operáciou je úprava veľkosti a rezanie na určitú dĺžku.
Na rozdiel od rúry tvarovanej za tepla je rúra tvarovaná za studena počas kalibrácie dodatočne tepelne spracovaná, vďaka čomu sú takéto výrobky stabilné a odolné.
Výrobky tvarované za studena sú rozdelené do nasledujúcich kategórií, kde hlavným kritériom je pomer priemeru D k veľkosti steny S:
- Zvlášť tenkostenné, s pomerom D/S väčším ako 40. Ak rozmer D = 20 mm alebo menší, rozmer S = 0,5 mm alebo menší.
- Tenkostenné, s pomerom D / S 12,5 a menej ako 40. Okrem toho rúry s D \u003d 20 mm. a menej, pri S=1,5 mm a menej.
- Hrubostenné, s pomerom D/S 6 až 12,5.
- Obzvlášť hrubostenné s pomerom D/S menším ako 6.
Tenkostenné a extra tenkostenné rúry sa používajú v rôznych hydraulických systémoch, automobilových motoroch, priemyselných chladiacich systémoch, ako aj v medicínskom a potravinárskom priemysle. Hlavné použitie hrubostenných rúr je v ropnom a plynárenskom priemysle.
Tenkostenné výrobky valcované za studena
Elektricky zvárané oceľové rúry podľa GOST 10704
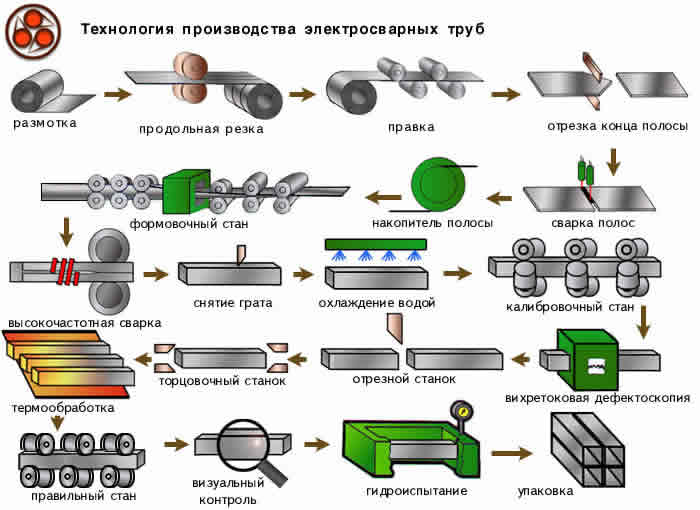
Výrobná technológia zahŕňa niekoľko etáp, ktoré sú spojené do jedného nepretržitého procesu:
- Strihanie plechu. Vykonáva sa na vysoko presných strojoch a umožňuje vám získať polotovary rovnakej veľkosti.
- Na získanie nekonečnej pásky sa pásy zvaria, predtým prechádzajú systémom valcov, aby sa odstránili povrchové chyby.
- Výsledný obrobok prechádza sústavou horizontálnych a vertikálnych valcov, pomocou ktorých sa vytvára výrobok.
- Zváranie okrajov sa vykonáva pomocou vysokofrekvenčného zvárania. Okraje obrobku sú zahrievané induktorom na teplotu topenia a potom sú stlačené krimpovacími valcami. Iným spôsobom, keď sú okraje zahrievané vysokofrekvenčným generátorom, prúd sa aplikuje na okraje pomocou kontaktov.
- Kalibrácia a odhrotovanie. Obrobok sa ochladí a potom prechádza cez kalibračné valce, aby sa eliminovala oválnosť a zabezpečili sa požadované rozmery.
- Rezanie produktu. Polotovary sú narezané na požadovanú veľkosť.
- Kontrola kvality vyrábaných výrobkov sa vykonáva tromi spôsobmi: kontrola zvaru, skúška vysokým tlakom vody a sploštenie. Na kontrolu zvaru sa používa hlavne ultrazvuková metóda. Detektor defektov je umiestnený priamo na linke po zváraní. 100% produktov podlieha kontrole. 15 % produktov z šarže je podrobených hydrotestovaniu. A dva produkty zo série prešli testom sploštenia.
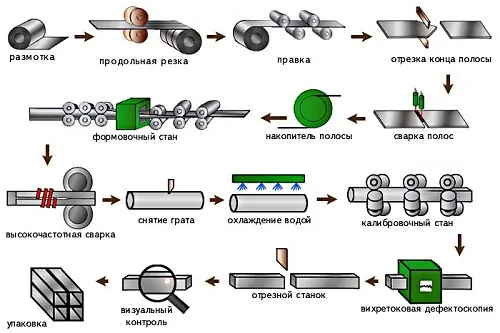 Schéma výroby elektricky zváraných rúr
Schéma výroby elektricky zváraných rúr
Elektricky zvárané potrubia sú široko používané pri ukladaní inžinierskych sietí, ktoré vydržia veľké zaťaženie a tlaky. Výrobky s priemerom 1200 mm. používa sa pri inštalácii takmer všetkých hlavných plynovodov a ropovodov.
Výhody a nevýhody kovových rúr
Výhody kovových výrobkov:
- silu. Oceľ, meď a liatina sú schopné vydržať oveľa väčší tlak ako plast a sú oveľa odolnejšie voči vodnému kladivu;
- pevnosť ako záruka nezničenia rúr pri práci v predajniach - často vo výrobných podmienkach existuje možnosť ich poškodenia pri prevádzke zdvíhacích mechanizmov, zariadení, núdzových situáciách v horúcich predajniach. Pri otvorenom vykurovaní medzi budovami je potrebná aj dostatočná konštrukčná pevnosť - kov pri zahriatí menej mení svoju geometriu, kov je odolnejší voči vandalizmu;
- požiarna odolnosť;
- odolnosť voči teplotným výkyvom;
- neškodnosť pre ľudí;
- odolnosť voči ultrafialovému žiareniu;
- zváraný systém je v každom prípade vzduchotesnejší ako prefabrikované konštrukcie a pri inštalácii plynových systémov to môže byť rozhodujúce;
- nízka tepelná rozťažnosť - kov neklesá a nemení svoju konfiguráciu pri zahrievaní, ako je plast;
- dlhá životnosť.
- tepelná vodivosť. Kovový vykurovací systém slúži ako dodatočný zdroj tepla v miestnosti; pri ukladaní potrubí po obvode budovy môžete rohy miestností trochu zahriať, zvýšiť pohyb vzduchu v nich a chrániť ich pred vlhkosťou, hubami a plesňami.
Všeobecné nevýhody kovových rúr:
- pre oceľ a liatinu - sklon ku korózii;
- veľká hmotnosť;
- pre oceľ a liatinu - zarastanie vápenatými a horečnatými soľami vnútorného povrchu;
- komplexná inštalácia zváraním alebo závitovými tvarovkami.
Aké sú GOST pre oceľové rúry
Zoznam technických ukazovateľov akéhokoľvek typu oceľovej rúry priamo závisí od toho, ktorý spôsob výroby bol použitý.To všetko je určené pomocou GOST, ktorých znalosť prinajmenšom umožní zohľadniť odporúčania pre prevádzku určitého typu potrubia.
V súčasnosti sa najčastejšie používajú tieto regulačné dokumenty na výrobu oceľových rúr:
GOST 30732-2006. Bol prijatý v roku 2006: jeho ustanovenia sa týkajú rúr a tvaroviek vyrobených z ocele potiahnutej tepelne izolačnou vrstvou.
Oceľové výrobky, kde sa používa tepelná izolácia z polyuretánovej peny a polyetylénový plášť alebo ochranný oceľový náter, sa používajú v prípadoch, keď je potrebné položiť podzemné vykurovacie siete. Teplota chladiacej kvapaliny by nemala presiahnuť 140 stupňov (zvýšenie na 150 stupňov je povolené len krátkodobo). V tomto prípade by tlak v systéme nemal prekročiť 1,6 MPa GOST 2591-2006 (88).
GOST, určený pre oceľ valcovanú za tepla, bol prijatý v roku 2006, hoci niektoré zdroje umožňujú použitie starého GOST - 2591-81. Dokument obsahuje informácie o štvorcových oceľových výrobkoch, na výrobu ktorých bola použitá metóda "horúca". Tento GOST sa vzťahuje na všetky výrobky s veľkosťou strán od 6 do 200 mm.
Väčšie štvorcové rúry sa vyrábajú, ak výrobca a zákazník uzatvoria osobitnú zmluvu GOST 9567-75. Stanovuje presné rúry vyrobené z ocele, pre ktoré je výroba veľmi presná. Rozlišujú sa presné rúry tvarované za studena a za tepla valcované pozinkované alebo pochrómované.
Strojársky priemysel potrebuje najmä výrobky tejto zvýšenej GOST.Gost 52079-2003. Tento dokument špecifikuje normy pre pozdĺžne zvárané a špirálovo zvárané rúry z ocele s priemerom 114 - 1420 mm.Z takýchto celkových produktov sú vybavené hlavné plynovody, potrubia, ktorými sa prepravuje ropa a ropné produkty.
GOST 52079-2003 uvádza, že cez tieto potrubia je možné prenášať iba výrobky, ktoré nemajú korozívnu aktivitu. Pomocou oceľových rúr s veľkými priemermi je možné prepravovať látky s tlakom až 9,8 MPa. Pre prostredie je nastavená minimálna teplota -60 stupňov.



Zároveň je dôležité vedieť, že oficiálne už neplatí GOST 52079-2003: od 1. januára 2015 je v platnosti nový GOST 31447-2012.GOST 12336-66. Jeho ustanovenia sa týkajú uzavretých výrobkov profilového typu s prierezom vo forme štvorca alebo obdĺžnika. Od 1. januára 1981 boli právomoci GOST 12336-66 prevedené na TU 14-2-361-79, ale relevantnosť jeho ustanovení sa dodnes nestratila. GOST 10705-91 (80)
Od 1. januára 1981 boli právomoci GOST 12336-66 prevedené na TU 14-2-361-79, ale relevantnosť jeho ustanovení sa dodnes nestratila. GOST 10705-91 (80).
Obsahuje zoznam technických podmienok, za ktorých sa vyrábajú pozdĺžne zvárané oceľové rúry s priemerom 10 až 630 mm. Na výrobu rúr podľa tohto GOST sa používa uhlíková alebo nízkolegovaná oceľ. Tieto produkty sa používajú v mnohých oblastiach, ale prioritou je potrubie na čerpanie vody.
Ustanovenia normy sa nevzťahujú na oceľové rúry, z ktorých sú vyrobené elektrické ohrievače GOST 10706 76 (91). Týka sa elektricky zváraných oceľových rúr pozdĺžneho typu, ktoré majú všeobecný účel. Ako vyplýva z tohto dokumentu, priemer tohto výrobku je v rozsahu od 426 do 1620 mm. GOST 10707 80.
Tu sú normy, podľa ktorých sa vyrábajú elektricky zvárané rúry tvarované za studena, ktoré majú rôzny stupeň presnosti: obyčajnú, zvýšenú a presnosť. Priemer výrobkov, na ktoré sa vzťahuje tento dokument, môže byť od 5 do 110 mm: v tomto prípade sa používa nelegovaná uhlíková oceľ. Elektricky zvárané pozdĺžne zvárané výrobky majú niekedy v sprievodnej dokumentácii odkazy na GOST 10707 80: je to spôsobené tým, že v roku 1991 sa rozhodlo o predĺžení platnosti tohto dokumentu.
Výroba oceľových rúr: základné metódy
Oceľové rúry sa vyrábajú niekoľkými spôsobmi.
Najbežnejšie možnosti výroby sú:
- elektricky zvárané s priamym švom;
- elektricky zvárané so špirálovým švom;
- spracované za tepla bez švu;
- valcované za studena bez švu.
Voľba vhodnej metódy spracovania kovov závisí od kvality surovín a zariadení dostupných od výrobcu.
Samostatná norma upravuje vodovodné a plynové potrubia. To sa však nestane, pretože pre tento materiál existuje špeciálna výrobná metóda, ale iba na základe oblasti použitia.
Rúry tohto typu sú v skutočnosti univerzálnym elektrickým zváraným výrobkom s rovným švom. Typicky sa tento typ používa v komunikačných systémoch s miernym tlakom.
Ako sa vyrábajú elektricky zvárané výrobky s rovným švom?
Oceľový plech (pás) zvinutý do pevného kotúča sa odvíja a nareže na pozdĺžne pásy požadovanej dĺžky a šírky. Výsledné úlomky sú zvarené do nekonečného pásu, čím je zabezpečená kontinuita vo výrobe.
Potom sa páska deformuje vo valcoch a obrobok sa zmení na výrobok s okrúhlym prierezom s otvorenými okrajmi.Spojovací šev sa zvára oblúkovou metódou, indukčnými prúdmi, plazmou, laserom alebo elektrónovým lúčom.
Šev na oceľovej rúre, vyrobený v prostredí inertného plynu s volfrámovou elektródou (aktívny prvok zvárania elektrickým oblúkom), je pomerne pevný a odolný. Spracovanie však trvá dlho. Zváranie rúr vysokofrekvenčnými indukčnými prúdmi sa vykonáva takmer 20-krát rýchlejšie, preto je cena takýchto výrobkov vždy oveľa nižšia
Po všetkých manipuláciách sa okrúhla oceľová rúrka kalibruje vo valcoch a vykonáva sa jemná nedeštruktívna kontrola pevnosti a celistvosti švu pomocou ultrazvuku alebo vírivých prúdov. Ak sa počas procesu testovania nezistia žiadne chyby, obrobok sa rozreže na fragmenty plánovanej dĺžky a odošle sa do skladu.
Výroba elektricky zváraných typov špirálových švov
Výroba oceľových rúr so špirálovým švom sa riadi rovnakým princípom ako rúr s rovným švom, na výrobu výrobkov sa používajú len jednoduchšie mechanizmy. Hlavný rozdiel je v tom, že narezaný oceľový pás sa navíja pomocou valčekov nie ako rúrka, ale ako špirála. To zaisťuje vysokú presnosť pripojenia vo všetkých fázach.
Na potrubiach so špirálovým švom sa v prípade núdze nevytvorí hlavná pozdĺžna trhlina, ktorú odborníci považujú za najnebezpečnejšiu deformáciu akéhokoľvek komunikačného systému.
Špirálový šev sa považuje za spoľahlivejší a dodáva potrubiu zvýšenú pevnosť v ťahu. Nevýhody zahŕňajú zvýšenú dĺžku švu, čo si vyžaduje dodatočné náklady na spotrebný materiál na zváranie a viac času na pripojenie.
Výroba bezšvíkových výrobkov tvárnených za tepla
Ako polotovar na vytvorenie bezšvíkovej (pevnej ťahanej) oceľovej rúry deformáciou za tepla sa používa monolitický valcový predvalok.
Ohrieva sa na vysokú teplotu v priemyselnej peci a poháňa sa cez dierovací lis. Jednotka premení výrobok na puzdro (dutý valec) a následné spracovanie niekoľkými valcami dáva prvku požadovanú hrúbku steny a vhodný priemer.






Hrúbka steny rúrkového materiálu vyrobeného z ocele vyrobenej tepelnou deformáciou dosahuje 75 mm. Rúry tejto kvality sa používajú v náročných prevádzkových podmienkach a v komunikačných systémoch, kde je hlavnou prioritou pevnosť a spoľahlivosť.
V poslednej fáze sa horúca oceľová rúra ochladí, nareže podľa špecifikovaných parametrov a prenesie do skladu hotových výrobkov.
Vlastnosti výroby rúr tvarovaných za studena
Počiatočná fáza procesu výroby bezšvíkových oceľových rúr deformáciou za studena je identická s "horúcou" verziou. Po prebehnutí dierovacím mlynom sa však objímka ihneď ochladí a všetky ostatné operácie sa vykonávajú v chladnom prostredí.
Keď je rúra úplne vytvarovaná, musí byť žíhaná, najskôr zahriata na teplotu rekryštalizácie ocele a potom opäť ochladená. Po takýchto opatreniach sa viskozita štruktúry zvyšuje a vnútorné napätia, ktoré nevyhnutne vznikajú pri deformácii za studena, opúšťajú samotný kov.
Oceľové rúry tvarované za studena môžu byť použité na položenie vysoko spoľahlivého komunikačného systému, v ktorom je minimalizované riziko úniku.
Teraz sú na trhu bezšvíkové rúry valcované za studena s hrúbkou steny 0,3 až 24 mm a priemerom 5 - 250 mm. Medzi ich výhody patrí vysoká tesnosť a schopnosť odolávať vysokému tlaku.
Prehľad produktov od popredných výrobcov
Medzi rôznymi prezentovanými produktmi sú renomované značky s dlhodobo pozitívnou povesťou. Patria sem produkty spoločností: Hobas (Švajčiarsko), Glass Composite (Rusko), Amiantit (koncern zo Saudskej Arábie s výrobnými závodmi v Nemecku, Španielsku, Poľsku), Ameron International (USA).
Mladí a perspektívni výrobcovia kompozitných sklolaminátových rúr: Poliek (Rusko), Arpipe (Rusko) a Plant of sklolaminátových rúr (Rusko).
Výrobca #1 - značka HOBAS
Továrne značky sa nachádzajú v USA a mnohých európskych krajinách. Produkty skupiny Hobas si vyslúžili celosvetové uznanie pre svoju vynikajúcu kvalitu. Rúry GRT spájané polyesterom sú odlievané zo sklenených vlákien a nenasýtených polyesterových živíc.

Potrubné systémy Hobas sú široko používané v kanalizačných, kanalizačných a vodných systémoch, priemyselných potrubiach a vodných elektrárňach. Pokládka povrchu, mikrotunelovanie a umiestnenie vleku sú prijateľné
Vlastnosti kompozitných rúr Hobas:
- priemer - 150-2900 mm;
- trieda SN-tuhosť - 630-10 000;
- PN-tlaková hladina - 1-25 (PN1 - netlakové potrubie);
- prítomnosť antikorózneho povlaku vnútorného obloženia;
- odolnosť voči kyselinám v širokom rozsahu pH.
Začala sa výroba tvaroviek: kolená, adaptéry, prírubové rúry a T-kusy.
Výrobca č. 2 - Glass Composite Company
Spoločnosť Steklokompozit zriadila linku na výrobu sklolaminátových rúr Flowtech, výrobná technika je kontinuálne navíjanie.
Zapojené zariadenia s dvojitým prísunom živicových látok. High-tech živice sa aplikujú na pokládku vnútornej vrstvy a lacnejšie zloženie - na konštrukčnú vrstvu. Táto technika umožňuje racionalizovať spotrebu materiálu a znížiť náklady na výrobky.
Rozsah rúr Flowtech je 300-3000 mm, trieda PN je 1-32. Štandardná metráž - 6, 12 m. Na objednávku je možná výroba v rozmedzí 0,3-21 m
Výrobca #3 - značka Amiantit
Hlavnými komponentmi rúr Amiantit's Flowtite sú sklolaminát, polyesterová živica a piesok. Použitá technika je kontinuálne navíjanie, ktoré zabezpečuje vytvorenie viacvrstvového potrubia.
Štruktúra sklenených vlákien obsahuje šesť vrstiev:
- vonkajšie navíjanie netkanej pásky;
- výkonová vrstva - sekané sklolaminát + živica;
- stredná vrstva - sklolaminát + piesok + polyesterová živica;
- opakovaná výkonová vrstva;
- podšívka zo sklenených nití a živice;
- ochranný povlak vyrobený z netkaného skleneného vlákna.
Vykonané štúdie preukázali vysokú odolnosť proti oteru - pri 100 000 cykloch úpravy štrku bola strata ochranného povlaku 0,34 mm.

Trieda pevnosti produktov Flowtite je 2500 - 10000, na požiadanie je možné vyrobiť rúry SN-30000. Prevádzkový tlak - 1-32 atmosfér, maximálny prietok - 3 m / s (pre čistú vodu - 4 m / s)
Výrobca #4 - firma Poliek
Poliek LLC vyrába rôzne modifikácie produktov rúr Fpipes zo sklenených vlákien. Výrobná technika (kontinuálne šikmé pozdĺžne priečne vinutie) umožňuje vytvárať trojvrstvové rúry až do priemeru 130 cm.
Polymérne kompozitné materiály sa podieľajú na vytváraní plášťových rúr, úsekov stĺpov na zdvíhanie vody, vodovodných potrubí a vykurovacích systémov.
 Sortiment kanalizačných sklolaminátových rúr - 62,5 - 300 mm, vysokotlakové výrobky - 62,5 - 200 mm, vetracie kanály - 200 - 300 mm, plášť studne - 70 - 200 mm
Sortiment kanalizačných sklolaminátových rúr - 62,5 - 300 mm, vysokotlakové výrobky - 62,5 - 200 mm, vetracie kanály - 200 - 300 mm, plášť studne - 70 - 200 mm
Okrem sklolaminátové rúry na trhu je veľa produktov z iných materiálov - oceľ, meď, polypropylén, kov-plast, polyetylén atď. Ktoré sa vďaka svojej dostupnejšej cene aktívne používajú v rôznych oblastiach domáceho použitia - inštalácia vykurovacích systémov, zásobovanie vodou, kanalizácia, vetranie atď.





S charakteristikami rúr vyrobených z rôznych materiálov sa môžete zoznámiť v našich článkoch:
- Kovové plastové rúry: typy, technické vlastnosti, inštalačné vlastnosti
- Polypropylénové rúry a tvarovky: druhy PP produktov pre montáž potrubí a spôsoby pripojenia
- Plastové vetracie potrubia pre výfuk: typy, ich vlastnosti, použitie
- Medené rúry a tvarovky: typy, označenie, vlastnosti usporiadania medeného potrubia
- Oceľové rúry: typy, sortiment, prehľad technických charakteristík a inštalačné nuansy
Obdĺžnikové potrubie
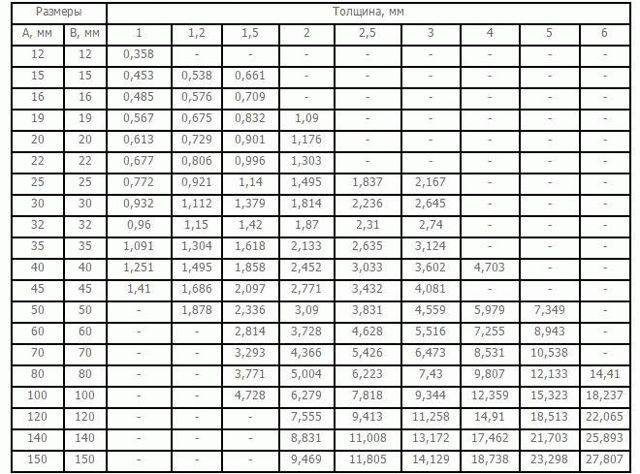
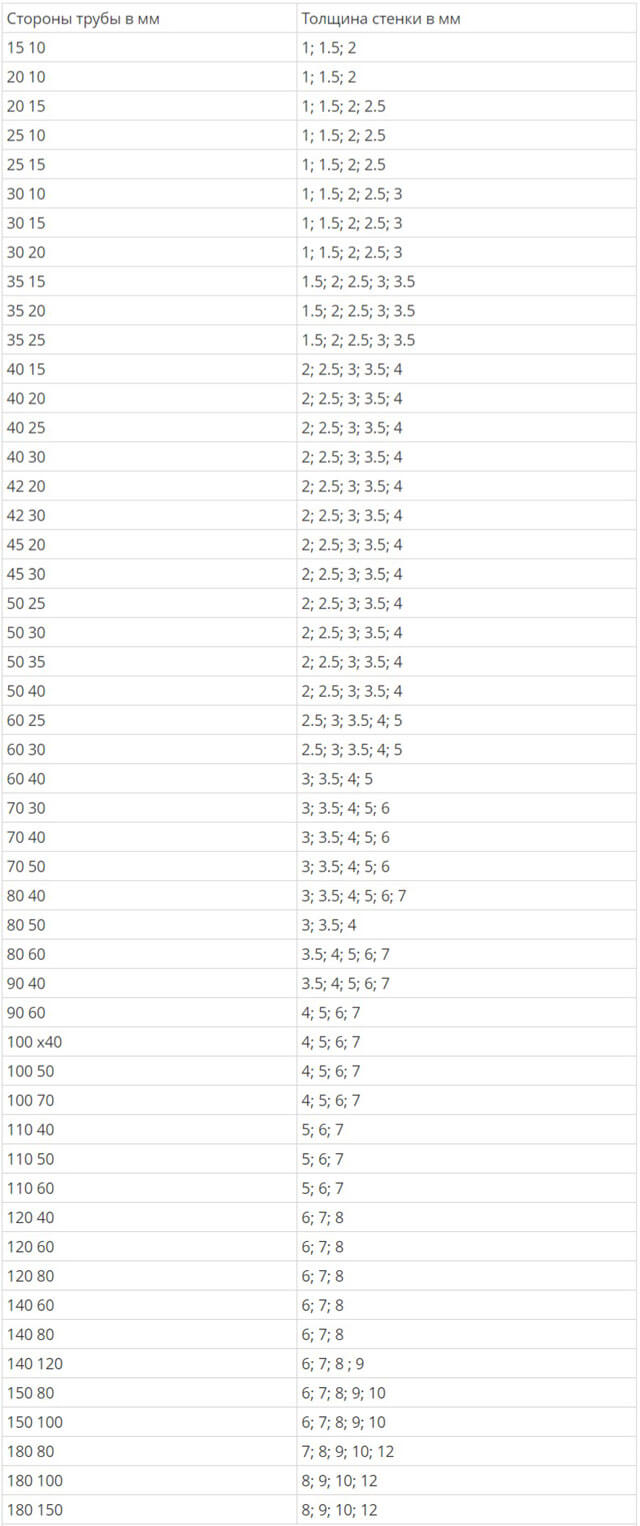
Väčšina obdĺžnikových oceľových rúr sa vyrába priamym elektrickým zváraním. Sortiment tohto typu materiálu je uvedený v GOST 8645-82, podľa ktorého sa určuje maximálna hrúbka steny pre rúry určitej veľkosti. Napríklad pre výrobok so stranami 15 a 10 milimetrov sú povolené hrúbky steny 1 mm, 1,5 mm a 2 mm.

Pre potrubie s rozmermi 80 x 60 mm môžu mať steny hrúbku 3,5 mm, 4 mm, 5 mm, 6 mm a 7 mm.Maximálne rozmery štandardnej pravouhlej rúry môžu byť 180*150mm. S týmito parametrami je možné vyrábať výrobky s hrúbkou steny 8 mm, 9 mm, 10 mm, 12 mm.
GOST 8645-82 umožňuje výrobu oceľových rúr neštandardných veľkostí, napríklad 28 * 25 mm alebo 196 * 170 mm. Hrúbka steny takýchto výrobkov má tiež odchýlky, a to 1,5 mm a 18 mm.

Doplnkový dokument 8645-68 obsahuje informácie o inom zozname pravouhlých oceľových rúr. Medzi regulačnými dokumentmi nie sú žiadne zvláštne rozdiely. Druhá norma však špecifikuje špeciálne parametre. Umožňujú výrobu oceľových výrobkov obdĺžnikového prierezu s parametrami 230 x 100 milimetrov.
Záver
Pri správnom výbere materiálu na stavbu a výbere správnych rozmerov vám pomôžu podrobné popisy sortimentu st rúr a dokumenty upravujúce ich výrobu. Šťastná budova!



